Kurbelwellen Bahnsporttechnik.de
Aufgabe
der
Kurbelwelle
(1)
ist
es
die
Auf-
und
Abbewegung
des
Kolbens
in
eine
Drehbewegung
umzuwandeln.
Gleichzeitig
muß
sie
den
auf
den
Kolben
wirkenden
Verbrennungsdruck
in
ein
Drehmoment
umwandeln,
welches
dann
über
die
Kupplung
auf
das
Getriebe,
bzw.
bei
Speedwaybikes
auf
das
Vorgelege,
übertragen
wird.
Durch
die
Kurbelwelle
werden
noch
weitere
Teile,
wie
z.B.
die
Ölpumpe,
die
Zündanlage
sowie
die
Nockenwelle und die Ventilsteuerung, angetrieben.
Kurbelwellen
für
Bahnmotorräder
sind
teilbar
ausgeführt
und
bestehen
im
wesentlichen
aus
den
beiden
Kurbelwangen
(2),
die
gleichzeitig
als
Schwungscheiben
dienen
und
bei
denen
das
Gegengewicht
durch
gebohrte
Löcher
oder
Ausspaarungen
hergestellt
wird.
Eine
teilbare
Kurbelwelle
ist
notwendig,
weil
hier,
anders
als
im
Automobilbau,
die
Pleuel
mit
unteilbaren
Nadellagern
(6)
versehen
sind.
Die
Käfige
dieser
Lager
sind
versilbert
und
vertragen
dank
ihrer
präzisen
Verarbeitung
sehr
hohe
Drehzahlen.
Die
beiden
Kurbelwangen
werden
mittels
eines
Hubzapfens
(5),
miteinander
verpreßt.
Der
Hubzapfen
verbindet
die
Kurbelwelle
mit
der
ebenfalls
unteilbaren
Pleuelstange
und
ist
extrem
hohen
mechanischen
Belastungen
ausgesetzt.
Die
hochwertige
Ausführung
dieser
Motor-Komponente
ist
entscheidend
für
die
Haltbarkeit
und
Langlebigkeit
eines
jeden
Motors. Der Abstand des Hubzapfens vom Mittelpunkt der Kurbelwelle bestimmt dabei den Weg, den der Kolben zwischen seiner untersten und obersten Stellung zurücklegt, den Hub.
Für
die
Lagerung
im
Kurbelgehäuse
besitzt
jede
Kurbelwelle
Wellenzapfen
(3+4)
die
in
einer
Achse
liegen.
Durch
die
Kurbelwangen
werden
Hubzapfen
und
Wellenzapfen
miteinander
verbunden.
Der
Wellenzapfen
rechts
und
der
Hubzapfen
sind
hohlgebohrt.
Durch
die
Hohlbohrung
wird
Öl
für
die
Pleuellagerschmierung
axial
in
den
Hauptlagerzapfen
(3)
gepumpt
und
gelangt dann, durch eine Bohrung im Innern der Kurbelwange, in den hohlgebohrten Hubzapfen (5) und von da aus über eine weitere Bohrung zum Pleuellager.
Die
Wellenzapfen
werden
aus
legiertem
Stahl
geschmiedet
und
oberflächengehärtet.
Sie
werden
verdrehsicher
in
den
Kurbelwangen
verpresst
und
mit
Nadellagern
versehen.
Außen
laufen
die
Nadellager
in
den
Hauptlagerbuchsen
(8)
die
in
den
Kurbelgehäusehälften
ebenfalls
verdrehsicher
verpreßt
sind.
Rollenlager
eignen
sich
besser,
um
die
Biegekräfte
der
nur
zweifach
gelagerten
Kurbelwelle
aufzunehmen.
Rollenlager
sind
auch
toleranter
gegenüber
Versatz
der
beiden
Kurbelwellenzapfen.
Die
Käfige
der
Lager
sind
aus
vergütetem
Stahl
gefertigt,
verschleißarm,
von
hoher
Festigkeit
und
haben
große,
schmiertechnisch
günstig
gestaltete
Führungsflächen.
Nach
außen
hin
sind
die
Lagerzapfen
durch
einem
im
Kurbelgehäuse
eingepreßten Simmerung Öldicht verschlossen.
Herstellung der Kurbelwangen
Um
den
starken
Belastungen
standhalten
zu
können
verfügen
Kurbelwellen
über
einen
zähen
Kern
und
eine
gehärtete
Oberfläche.
Sie
werden
deshalb
aus
legiertem
Stahl
(in
der
Regel
42CrMo4
oder
höher)
geschmiedet
und
bieten
daher
eine
große
Festigkeit.
Bei
Bahnmotoren
kommen
sogenannte
Vollwangen-
Kurbelwellen
zum
Einsatz.
Durch
die
Vollmetallausführung
der
Kurbelwangen
erhöht
sich
die
Schwungmasse
was
sich
durch
ein
höheres Drehmoment bemerkbar macht.
Links
sind
alle
zur
Zeit
von
Jawa/Eso
lieferbaren
Kurbelwellen
zu
sehen
(außer
die
Ø
157
mm
für
Eisspeedwaymotoren).
Bei
den
250er
Kurbelwellen
(1+1a)
sind
die
Lagerzapfen
fest
mit
den
Kurbelwangen
verbunden
und
nicht
einzeln
austauschbar.
Was
sofort
auffällt,
ist
die
unterschiedliche
Färbung
der
Kurbelwangen.
Die
Farben
entstehen
durch
das
Anlassen
der
Öberfläche
welches
nach
dem
härten
erfolgt.
Beim
Härten
wird
der
Stahl
auf
ca.
800
-
900°
Grad
erhitzt
und
dann
abgeschreckt
wodurch
er
eine
hohe
Festigkeit
und
Härte
erhält.
Zum
Anlassen,
wird
der
Stahl
danach
nochmals
auf
540
bis
680°
erwärmt
und
dann
langsam
abkühlen
lassen,
wodurch
oberflächlich
etwas
von
der
Härte
und
den
inneren
Spannungen
im
Werkstück,
zugunsten
der
Zugfestigkeit
und
besserer
Zähigkeit,
zurückgenommen
wird.
Die
Anlass-
temperatur
hängt
dabei
von
der
gewünschten
Endhärte
ab
und
wird
durch
die
verschiedenen
Farben
ermittelt.
Außerdem
werden
durch
das
Anlassen
Oberflächenrisse
vermieden
und
die
Korrossionsbeständigkeit
erhöht.
Die
Anlasstiefe
der
Oberfläche
beträgt dabei nur Ein- bis drei Hundertstel Millimeter.
Um
die
durch
Kurbelzapfen
und
Pleuel
verursachte
Unwucht
auszugleichen,
werden
bei
den
meißten
Kurbelwangen
durch-
gehende
Bohrungen
oberhalb
oder
neben
dem
Pleuelzapfen
angebracht
(2+3).
Bei
der
sogenannten
„Pocket“
Kurbelwelle
(4)
werden
zum
Gewichtsausgleich,
links
und
rechts
Taschen
(Pockets) neben der Pleuelzapfenbohrung, ausgefräst.
Bei
den
Excentrischen
Kurbelwangen
(5)
sind
die
Hauptlagerzapfen
geringfügig
(hier
2,5
mm)
aus
der
Mitte
in
Richtung
Hubzapfen
versetzt
wodurch
die
eigentlich
Kreisrunde
Kurbelwange ein wenig Höhenschlag bekommt.
Da
beim
Viertaktmotor
nur
bei
jeder
zweiten
Kurbelwellenumdrehung
eine
Verbrennung
und
somit
eine
Leistungsentfaltung
stattfindet,
kommt
für
die
restlichen
Takte
die
Schwungmasse
der
Kurbelwangen
ins
Spiel.
Da
Bahnmotoren,
kein
separates
Schwungrad
besitzen,
sind
die
Kurbelwangen
hier
als
Vollwangen
ausgeführt.
Diese
müssen
so
groß
und
schwer
dimensioniert
sein,
das
sie
die
Kurbelwelle
während
der
drei
übrigen
Takte
nahtlos
mit
Kraft
versorgen
und
in
eine
gleichmäßige
Drehbewegung
halten
können.
Allerdings
ergibt
sich
durch
Wangen
und
Hubzapfen
ein
Ungleichgewicht
der
Massenverteilung
welche
durch
das
Gegengewicht
der
Wangen
ausgeglichen
wird.
Da
dies
aber
nicht
immer
zu
100%
gelingt,
verursacht
die
Unwucht
starke
Vibrationen
die
sich
auf
das
gesamte
Motorrad
übertragen.
Deshalb
ist
es
wichtig
das
der
gesamte
Kurbeltrieb
für
eine
ansprechende
Laufkultur
ausgewuchtet
wird.
Dieses
kann
entweder statisch oder durch spezielle Maschinen dynamisch erfolgen. In beiden Fällen spielt der sogenannte Wuchtfaktor eine entscheidene Rolle.
Um den
Wuchtfaktor
zu bestimmen muß man folgenden Hintergrund kennen:
Beim
Kurbeltrieb
haben
wir
es
mit
zwei
verschiedenen
Kräften
zu
tun
die
aus
verschiedenen
Richtungen
auf
die
Kurbelwelle
wirken.
Einmal
die
in
Richtung
der
Zylinderachse
wirkenden
„translatorischen“(oszillierenden)
Kräfte,
die
durch
das
Beschleunigen
und
Verzögern
des
hin-
und
herfahrenden
Kolbens
verursacht
werden
und
zum
anderen
die
„Rotationskräfte
„
die
duch
die
Drehung
der
Kurbelwelle
verursacht
werden.
Eine
Kurbelwelle
kann
aber
entweder
zu
100
%
die
rotierenden
Massen
ausgleichen,
dann
aber
zu
0
%
die
translatorischen,
oder
umgekehrt.
Beim
Wuchten
sucht
man
daher
einen
Kompromiss,
das
heißt,
wenn
z.B.
60
%
der
translatorischen
und
40
%
der
rotierenden
Unwucht
eliminiert
werden,
wäre
das
dann
ein
Wuchtfaktor
von
60.
Der
Wuchtfaktor
entscheidet
dabei
nicht
unbedingt
darüber,
wie
stark
ein
Motor
vibriert
oder
nicht,
sondern
hauptsächlich
darüber,
in
welche
Richtung
der
Motor
vibriert:
Mehr
in
horizontaler
oder
mehr
in
vertikaler
Richtung.
Da
die
Vibrationen
in
Fahrzeuglängsrichtung
als
weniger
störend
empfunden
werden,
kann
bei
liegend
eingebauten
Motor
(je nach Neigungsgrad) der Wuchtfaktor kleiner ausfallen und liegt deshalb in der Regel weit unter 50%
Kurbelwelle Dynamisch wuchten
Um
eine
Speedwaykurbelwelle
dynamisch
wuchten
zu
können
muß
das
Pleuel
entfernt
werden.
Dazu
wird
mittels
einer
Hydraulikpresse
der
Hubzapfen
ausgepresst,
Pleuel
und
Pleuellager
entfernt
und
der
Bolzen
wieder
eingepresst.
Danach
muß
die
Welle
mittels
zweier
Meßuhren
auf
Seitenschlag
geprüft
werden.
Eine
Seitenschlagkorrektur
kann
mit
Hilfe
eines
Kupferkeils
der
zwischen den Kurbelwangen getrieben wird, durchgeführt werden und erfordert einiges an Erfahrung und Feingefühl.
Danach muß noch das Gewicht der translatorischen (oszilierenden) Massen ermittelt werden.
Dazu gehören: Der Kolben mit Ringen und Kolbenbolzen, das obere Pleuellager und
die obere Hälfte
des Pleuels.
Das
Pleuel
zählt
nämlich
sowohl
zur
translatorischen
als
auch
zur
rotierenden
Masse,
hier
wird
nur
die
obere
Hälfte
der
translatorischen Masse zugeordnet.
Während
das
Gewicht
des
Kolbens
samt
Ringen,
Bolzen
und
Lager
leicht
mit
einer
Feinwaage
bestimmt
werden
kann,
gestaltet
sich
die
Ermittlung
des
Gewichts
der
Oberen
Pleuelhälte
schon
schwieriger.
Dazu
bedarf
es
einer
besonderen
Abrollvorrichtung
so
wie
auf
dem
Bild
links
zu
sehen.
Die
Aufnahme
für
das
kleine
Pleuelauge
wird
auf
eine
Feinwaage
gestellt,
die
auf
einen
waagerechten
Untergrund
steht.
Nun
müssen
die
beiden
unteren
Pleuelaufnahmen
auf
exakt
gleiche
Höhe
gebracht
und
die
Waage
genau
auf
Null
kallibriert
werden.
Jetzt
kann
das
Pleuel
aufgelegt
werden,
welches
sich
dann
genau
bei
90°
einpendelt.
Das
nun
angezeigte Gewicht entspricht dem der oberen Pleuelhälte und muß zur translatorischen Masse hinzuaddiert werden.
Zum Schluß muß noch das Gesamtgewicht des Pleuels inclusive Pleuellager ermittelt werden.
Die
so
ermittelten
Gewichte
dienen
zur
Berechnung
des
sogenannten
Meistergewichts,
welches
symetrisch
um
den
Hubzapfen
angebracht
wird
um
anteilig
das
Gewicht
der
rotierenden
und
oszillierenden
Massen
des
Kolbens
und
der
Pleuelstange
zu
simulieren.
Hier
ein
Rechenbeispiel
zur
Bestimmung
des
Meistergewichts.
Die
rotierende
Masse
wird
zu
100
%
berechnet
und
die
tranlatorische
Masse
prozentual
je
nach
gewünschtem
Wuchtfaktor,
hier der Einfachheit halber zu 50 %.
1. Gewicht des Kolbens (incl.Bolzen Ringe und Lager) = 400 Gr. 50 % = 200 Gr.
2. Gewicht des Pleuel obere Pleuelhälfte = 180 Gr. 50 % = 90 Gr.
3. Gewicht Pleuel untere Hälfte (600 Gr - 180 Gr.) = 420 Gr. 100 % =
420 Gr.
Somit muß das Meistergewicht
710 Gramm
betragen
------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
Der Wuchtvorgang
Der
Auswuchtvorgang
einer
Speedwaykurbelwelle
soll
hier
einmal
anhand
einer
Wuchtmaschine
der
Ital.
Firma
CEMB
gezeigt
werden,
wie
sie
bei
TORNADO
Racing
zum
Einsatz
kommt.
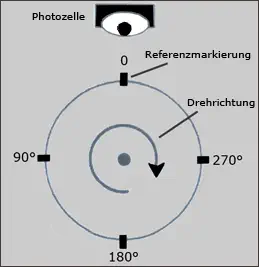
Die
Kurbelwangen
sind
hier
mit
dem
Hubzapfen
und
den
beiden
Hauptlagerzapfen
bestückt.
Zum
Wuchten
wird
das
oben
ermittelte
Meister-gewicht
symetrisch
um
den
Kurbelzapfen
angebracht.
(Auf
dem
Foto
lks.
sind
einige
Meistergewichte
zu
sehen).
Nun
wird
die
Welle
mit
den
Hauptlagerzapfen
auf
die
beiden
rollengelagerten
Schwingungsaufnehmer
(1+2)
plaziert.
Anders
als
beim
statischen
Wuchten
kommt
hier
eine
zwei
Ebenen
Wuchtung
zum
tragen,
bei
der
die
Unwucht
von
linker
und
rechter
Kurbelwange
einzeln
ermittelt
wird.
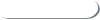
Auf
einer
Seite
der
Wuchtmaschine
ist
eine
Photozelle
angebracht
die
auf
den
Hauptlagerzapfen
ausgerichtet
ist
und
die
Drehzahl
sowie
den
Drehwinkel
der
Welle
erfaßt.
Um
den
Dreh-
winkel
bestimmen
zu
können
wird
auf
der
Welle
eine
Referenzmarkierung
angebracht.
Für
den
Wuchtvorgang
wird
die
Welle
mittels
eines
Flachriemens
angetrieben,
der
durch
einen
einstellbaren
Arm
auf
den
Haupt-
lagerzapfen gedrückt wird.
Die
Drehzahl
liegt
dabei
zwischen
500
und
1000
Umdrehungen
pro
Minute.
Bevor
aber
der
eigentliche
Wuchtvorgang
beginnen
kann,
müssen
einige
Eingaben
gemacht
und
die
Maschine
kalibriert
werden.
Das
ist
einmal
der
Abstand
der
beiden
Lagerstellen
zueinander
und
der
Abstand
der
Kurbelwangen
zu
den
Sensoren.
Auch
der
Radius
der
Kurbelwangen
und
der
Durchmesser
der
Hauptlagerwelle
zählen
zu
den
Eingaben
die
für
den
Wuchtvorgang
benötigt
werden.
Der
Durchmesser
der
Lagerwelle
ist
dabei
wichtig
um
die
Drehzahl
und
den
Drehwinkel
der
Welle
zu
berechnen.
Die
beiden
Sensoren
messen
die
Maximale
Schwingung
der
Welle,
die
sogenannten
Amplituden,
ein
Begriff
aus
der
Physik,
der
angibt
wieweit
die
maximale
Auslenkung
der
Schwingung
einer
Welle
von
ihrem
Gleichgewichtszustand
entfernt
ist
und
ordnen
sie
einem
bestimmten Drehwinkel zu.
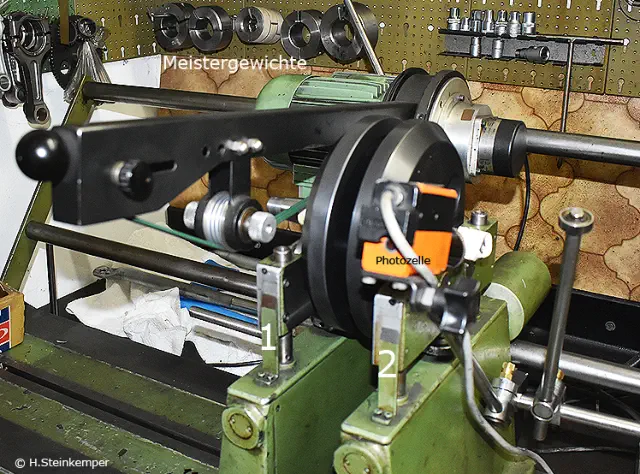
Nun
kann
die
Maschine
gestartet
werden
und
nach
ca.
15
-
20
Sekunden
bekommt
man
das
Wuchtergebnis
auf
den
links
zu
sehenden
Bildschirm
angezeigt.
Hier
zeigt
die
Maschine
für
die
linke
Kurbelwange
eine
Unwucht
von
41,7
Gramm
und
für
die
Rechte
Wange
7
Gramm
an.
Die
dritte
Anzeige
von
links
zeigt
an,
das
die
Korrektur
der
Unwucht
durch
Ausbohren
von
Material
ausgeglichen
werden
soll.
Für
die
linke
Wange
wird
hier
noch
kein
Drehwinkel
für
die
Korrektur
angezeigt,
rechts
soll
die
Ausgleichsbohrung
bei
einem
Drehwinkel
von
60
angebracht
werden.
Welchen
Durchmesser
die
Ausgleichbohrung
haben
muß
und
wie
tief
sie
sein
muß,
kann
man
Anhand
der
Dichte
des
Werkstoffs
ausrechnen.
Beim
Werkstoff
42CrMo4
beträgt
die
Dichte
z.B.
7,72 g/cm3.
Bei
größerer
Unwucht
müssen
unter
Umständen
mehrere
Bohrungen
angebracht
werden.
Die
Unwuchtkorrektur
kann
mit
einem
speziellen
Bohrungssystem
direkt
auf
der
Maschine
ausgeführt
werden.
Wegen
der
Nitierung
der
Wangenoberfläche
muß
dafür
ein
spezieller
Hartmetallbohrer
verwendet
werden.
Nach
der
Korrektur
muß
die
Welle
nochmals
gewuchtet
werden
um
den
Erfolg der Korrekturmaßnahme zu überprüfen. Eine Restunwucht von 2 Gramm fällt dabei in die Toleranzgrenze und wird von den meißten Maschinen auch gar nicht mehr angezeigt.
Neben
dem
hier
gezeigten
dynamischen
Wuchten
gibt
es
noch
das
statische
Wuchten
ohne
Maschine,
bei
dem
die
prozedur
manuell,
mit
montierten
Pleuel,
auf
einer
speziellen
Abrollvorrichtung durchgeführt wird. Diesen Vorgang werde ich eventuell später an dieser Stelle auch einmal beschreiben. Schneller und präzieser ist aber das dynamische Wuchten.
Ich danke Friedhelm Großewächter für seine Zeit, die er für mich aufgebracht hat um mir diese ganzen komplexen Vorgänge zu erklären.




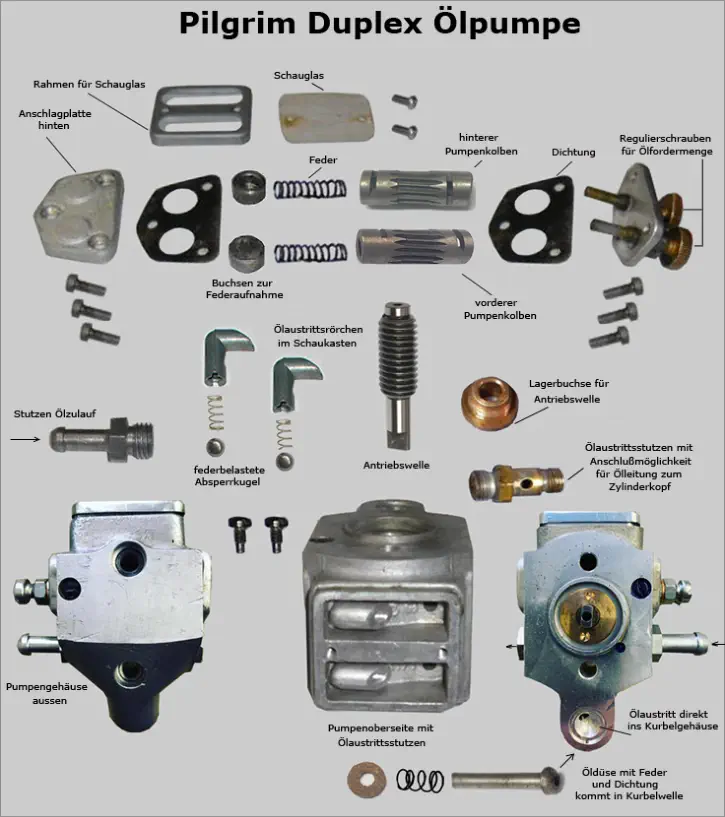
Die
Pilgrim
Ölpumpe
für
Motorräder
kam
1926
auf
den
Markt
und
war
auf
Anhieb
ein
Erfolg.
Sie
wurde
seither
in
unzähligen
Varianten
hergestellt
und
gehörte
jahrzehnte
lang
bei
über
100
Herstellern
zur
Standartausrüstung.
Der
Grund
für
den
Erfolg
lag
in
dem
Schauglas
,
durch
dem
der
Fahrer
den
blasenfreien
Durchfluß
des
Lebensnotwendigen
Schmierstoffs
jederzeit
im
Blick
hatte.
Außerdem
entfiel
der
lästige
Druckaufbau
von
Hand
wie
er
vorher
üblich
war.
Die
Pumpe
leitete
das
Öl
ins
Kurbelghäuse
und
bei
einigen
Herstellern
auch
direkt
in
die
Kurbelwelle
um
die
Schmierung
des
Pleuels
zu
verbessern.
Die
Pumpe
verfügte
außerden
über
einen
außen
angebrachten
Stutzen
von
dem
aus
das
Öl,
mittels
eines
am
Zylinder
ent-langeführten
Metallrohrs,
zum
Zylinderkopf
geführt
wird.
War
die
Pumpe
zunächst
nur
als
Einkolbenpumpe
ausgelegt,
so
gab
es
später
auch
eine
Zweikolbenpumpe
(Duplexpumpe),
die
vor
allem
bei
Zweitakt
und
Speedwaymotoren
zum
Einsatz
kam.
Diese
Pumpe
wurde
bis
Ende
der
1980er
Jahre
von
JAP,
JAWA,
WESLAKE,
GODDEN
u.s.w.
verwendet,
bis
Umweltauflagen
ein
geschlossenes
Schmiersystem
verlangten
und
die
Ölpumpen
innerhalb
des
Motors verlegt wurden.
Die
Pilgrim
Duplex
Pumpe
besteht
im
wesentlichen
aus
einem
Aluge-häuse
im
dem
eine
Antriebsschnecke
die
beiden
Pumpenkolben
in
eine
Drehbewegung
versetzt.
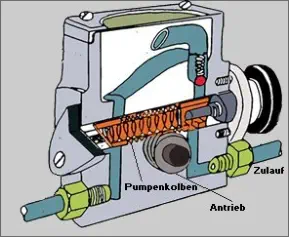
Die
Kolben
sind
federbelastet
und
an
einer
Seite
Nockenförmig
ausgelegt.
Die
Nockenbahn
läuft
an
den
Stellschrauben
entlang
und
versetzt
so
die
Kolben
in
einer
hin-
und
hergehenden
Pumpbewegung.
In
den
Kolben
sind
zwei
Öffnungen
so
eingeschnitten
das
sie
sich
im
richtigen
Moment
öffnen
und
schließen,
so
das
Öl
von
der
Zufuhrseite
angesaugt
und
in
den
oberen
Schaukasten
gepumpt
wird.
Federbelastete
Kugelventile
verhindern
dabei
ein
zurücklaufen
des
Öls.
Anschließend
gelangt
das
Öl
durch
eine
Bohrung
zurück
zur
Druckseite
des
Kolbens,
von
wo
aus
es,
durch
den
Pumpenkolben
unter
Druck
gesetzt,
ins
Kurbelgehäuse
und
über
die
Außenleitung
zum
Zylinderkopf
gepumpt
wird.
Der
Motorseitige
Kolben
bedient
dabei
den
Zylinderkopf,
während
der
äußere
Kolben
das
Öl
in
die
Kurbelwelle
bzw.
Kurbelgehäuse
befördert.
Die
beiden
Pumpenkolben
sind
unterschiedlich
und
sollten
bei
einer
Demontage
nicht
vertauscht
werden.
Die
Fördermenge
kann
durch
die
Stellschrauben
reguliert
werden
und
sollte
grundsätzlich
so
eingestellt
werden,
das
in
den
Kurbelmechanismus
mehr
Öl
gelangt
als
in
dem
Zylinderkopf.
Bei
hineingedrehten
Schrauben
legt
der
Kolben
nur
einen
Teil
seines
Hubwegs
zurück
und
fördert
dementsprechend
weniger
Öl,
während bei herausgedrehten Stellschrauben mehr gefördert wird.
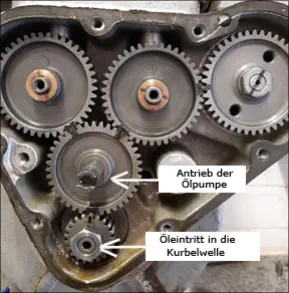
Der
Antrieb
der
Pumpe
erfolgt
von
einem
Zwischenrad
aus
welches
sich
zwischen
Kurbelwelle
und
Nockenwellenantrieb
befindet
und
daher
nur
mit
halber
Motordrehzahl
läuft.
Würde
die
Ölpumpe
direkt
von
der
Kurbelwelle
angetrieben,
wäre,
mit
zunehmender
Drehzahl,
die
Fördermenge so hoch das sie mit den Stellschrauben nicht mehr regulierbar wäre.
Über
den
Betrieb
der
Pumpe
gibt
es
wenig
zu
sagen,
da
das
Schauglas
jederzeit
Auskunft
über
die
Funktion
der
Ölpumpe
gibt.
Sollte
der
Schaukasten
der
Pumpe
nach
dem
Abstellen
des
Motors
vollaufen,
so
muß
das
Schauglas
abgeschraubt
und
die
beiden
Überlaufrohre
mit
einer
kleinen
Flachzange
vorsichtig
nach
oben
herausgezogen
werden
und
die
darunter
liegenden
Federn
mit
der
Absperrkugel
entfernt
und
gereinigt
werden.
Sollte
eine
Demontage
der
Pumpe
aus
irgendeinen
Grund
jemals
erforderlich
sein,
so
sind
zuerst
die
Zufuhr
und
die
Austrittsleitung
zum
Zylinderkopf
zu
entfernen,
bevor
die
mit
zwei
Schrauben
befestigte
Pumpe
vom
Gehäuse
abgenommen
werden
kann.
Jetzt
kann
die
Öldüse
samt
Feder,
die
sich
in
der
Bohrung
der
Kurbelwelle
befindet,
sowie
die
Dichtung
entfernt
werden.
Zum
Zerlegen
der
Pumpe
wird
zuerst
die
Lagerbuchse
der
Antriebswelle,
welche
entgegen
der
Drehrichtung
der
Pumpe
herausgeschraubt
wird,
entfernt.
Nun
kann
die
Antriebswelle
herausgezogen
werden.
Danach
wird
der,
mit
3
Schrauben
befestigte,
seitliche
Anschlagdeckel
entfernt
so
das
die
Pumpenkolben
samt
Federaufnahme
und
Feder
entfernt
werden
können.
Achtung:
Da
die
Kolben
unterschiedlich
sind,
dürfen
sie
beim
Einbau
nicht
vertauscht
werden.
Zuletzt
wird
der,
ebenfalls
mit
3
Schlitzschrauben
befestigte,
gegenüberliegende
Deckel
mit
den
zwei
Regulierschrauben
entfernt.
Nun
können das Gehäuse und die Einzelteile mit Bremsenreiniger, Waschbenzin o.ä. gereinigt werden.
Nachdem
alles
gereinigt
und
auf
Verschleiß
geprüft
wurde,
werden
als
erstes
die
Pumpenkolben
mit
Feder
und
Federaufnahme
eingesetzt
und
der
Deckel
mit
neuer
Dichtung
befestigt.
Die
Deckeldichtung
und
auch
alle
anderen
Dichtungen
sollten
grundsätzlich
beim
Zusammenbau
erneuert
werden.
Auch
der
Gegenüberliegende
Deckel
mit
den
zwei
Regulierschrauben
kann
nun
wieder
montiert
werden.
Als
nächstes
wird
die
Antriebsschnecke
durch
leichtes
drehen
eingesetzt
und
mit
der
Messingmutter
fixiert.
Jetzt
die
Pumpe
auf
die
Seite
mit
der
Förderkammer
nach
oben
drehen
und
mit
Öl
füllen.
(Dort
wo
das
Öl
in
die
Pumpe
eintritt).
Nun
den
Ölzulaufstutzen
einschrauben
und
mit
einem
nach
oben
gerichteten
Schlauch
versehen
und
diesen
ebenfalls
mit
Öl
befüllen.
Nun
bei
vollständig
zurückgedrehten
Regulierschrauben
die
Pumpe
aufrecht
stellen
und
die
Antriebsschnecke
von
Hand
im
Uhrzeigersinn
drehen
bis
Öl
aus
den
Löchern
der
beiden
Förderrohre
im
Schaukasten
blasenfrei
austritt.
Dann
die
Kugeln
mit
der
Feder
und
die
Förderrohre
einsetzen.
Danach
den
Schaukasten
mit
Öl
befüllen
und
das
Schauglas
mit
dem
Rahmen
befestigen.
Die
Förderkammer
ist
nun
gefüllt
so
das
die
Pumpe
jetzt
montiert
werden
kann.
Dafür
zuerst
die
Öldüse
mit
der
Feder
in
die
Öffnung
der
Kurbelwelle
setzen,
die
Dichtung
fixieren
und
das
Ende
der
Antriebsschnecke
so
ausrichten
das
es
in
den
Schlitz
des
Zwischenrades
eingreift.
Nachdem
alles
ausgerichtet
ist
können
die
zwei
Befestigungsschrauben
eingedreht
werden.
Als
letztes
den
Zulaufschlauch
und
die
Förderleitung
zum
Zylinderkopf
montieren,
den
Öltank
auffüllen
und
den
Motor
im
Leerlauf
laufen
lassen.
Durch
das
hineindrehen
der
beiden
Regulierschrauben
kann
nun
die
Fördermenge
eingestellt
werden.
Die
Enstellung ist dann korrekt wenn der Schaukasten in allen Drehzahlbereichen immer etwa zu dreiviertel gefüllt ist und keine Luftblasen zu sehen sind.
Die Peparatur einer Pilgrim Pumpe ist hier in einem YouTube Video erklärt.
https://www.youtube.com/watch?v=skryoG86U1Y
Auch die erste von Jawa konstruierte Innenliegende Ölpumpe funktionierte nach dem Pilgrim Prinzip
---->>>
Ersatzteile sind bei folgenden Händlern zu bekommen:




Kettenspanner Bahnsporttechnik.de


Pilgrim Duplex Ölpumpe Bahnsporttechnik.de




Für
einen
sicheren
Betrieb
der
Antriebskette
eines
Speedwaymotorrades
ist
die
richtige
Einstellung
der
Kettenspannung
unerlässlich.
Bei
den
Fernsehübertragungen
vom
Speedway-GP
ist
häufig
zu
sehen
wie
Fahrer,
nachdem
sie
auf
die
Bahn
kommen,
einen
kurzen
Probestart
machen
und
der
Mechaniker
danach
noch
einmal
die
Kettenspannung
prüft
und
gegebenenfalls
nachjustiert.
Da
Speedwaymotorräder
keine
Hinterradfederung
besitzen
kann
die
Einstellung
hier
auch
erfolgen
wenn beide Räder auf den Boden stehen und der Fahrer auf der Maschine sitzt.
Die
Einstellung
erfolgt
dabei
in
der
Regel
über
eine
Gewindestange
mit
angeschweißter
Ringöse
die
auf
der
Hinterachse
geschoben
wird
und
sich
an
der
anderen
Seite
am
Ende
der
Hinterradschwinge
abstützt.
Da
die
Schwinge
über
ein
Langloch
verfügt, ergibt sich so ein Verstellbereich von ca. 5 bis 10cm.
Da
es
in
der
Vergangenheit
immer
wieder
zu
Verletzungen
duch
das
freiliegende
hintere
Ende
der
Radversteller
kam,
schreibt
die
FIM
in
seinem
Regelwerk
vor,
das
das
hintere
Gewindeende
mit
einer
Metallabdeckung
oder
einem
Kunststoffrohr
verschlossen
sein
muß.
Keinesfalls
darf
das
Gewinde
am
Ende
des
Verstellers
(wie
auf
dem
Foto links) sichtbar sein.
2025
ging
die
FIM
noch
einen
Schritt
weiter
und
schreibt
seidem
vor,
das
das
Gewindeende
grundsätzlich
mit
einer
kugelförmigen
Schraube
von
mindestens
20
mm
Durchmesser
verschlossen
sein
muß.
Als
Material
bietet
sich
dafür
Stahl
oder
Aluminium
an.
Der
Gewindedurchmesser
darf
dabei
nicht mehr als 9 mm betragen.
Messstelle suchen
Im
Laufe
ihres
Lebens
verzieht
sich
eine
Kette
unregelmäßig,
und
auch
Kettenritzel
und
Kettenrad
nutzen
sich
ungleichmäßig
ab,
auch
können
diese
„eiern“.
Daher
das
Hinterrad
mit
der
einen Hand drehen und mit der anderen Hand die Kette am unteren Teil wippend leicht nach oben drücken: So wird die straffste Stelle gesucht, da ist die Messstelle.


Kettenspanner
mit
Hohlschraube
und
Kugelende,
wie ab 2025 von der FIM vorgeschrieben.
Auch
eine
einfache
aufgeschraubte
Kugel
mit
20
mm Ø entspricht der FIM Vorschrift.
Seit
2025
nur
für
nationale
Wettbewerbe
erlaubt. Hohlschraube ohne Kugelende.
Ein
aufgestecktes
Stück
Schlauch
genügt
auch weiterhin auf nationaler Ebene.
Kettenspannvorrichtungen
Aufgabe
der
Kettenspannvorrichtung
ist
es,
unter
allen
Betriebsbedingungen,
für
eine
stets
gleichbleibende
Spannung
der
Antriebskette
und
so
für
eine
optimale
Kraftübertragung
zu
sorgen.
Außerdem werden so die Komponenten des Antriebsstrangs vor übermäßigem Verschleiß geschützt.
Eine zu lockere Kette kann vom Ritzel abspringen und verursacht ein unruhiges Fahrverhalten. Zudem verschleißt die Kette schneller.
Eine zu straffe Kette überlastet Lager, Ritzel und die Kette selbst, was den Verschleiß beschleunigt und die Lebensdauer der Teile verkürzt.
Darüber
hinaus
spielt
die
Ausrichtung
der
Kette
eine
ebenso
wichtige
Rolle,
weshalb
sich
die
Spannvorrichtungen
auch
stets
an
beiden
Seiten
des
Hinterrads
befinden.
Wenn
das
Hinterrad
nicht exakt parallel zur Schwinge steht wird die Kette schräg belastet, was sowohl die Kette als auch das Ritzel schädigen kann und zu einem unsicheren Fahrverhalten führt.
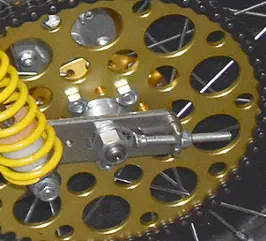
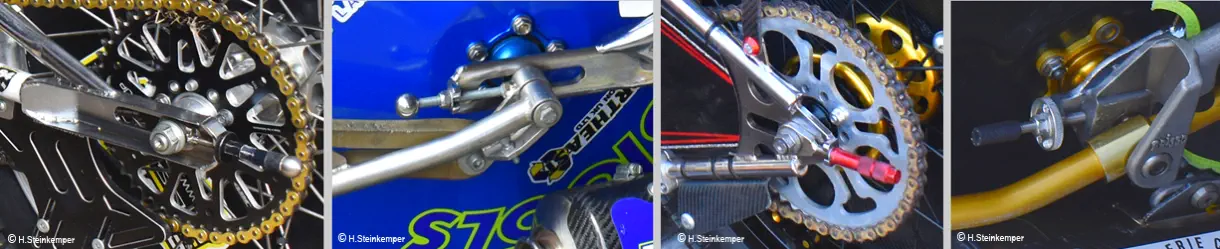
Neben
der
klassischen
Spannvorrichtung
mit
Gewindestange
und
Anschlagmutter
gibt
es
noch
eine
Reihe
weiterer
Systeme
um
die
Kettenspannung
einzustellen.
Sehr
beliebt
in
den
1980er
und
1990er
Jahren
war
dabei
die
Einstellung
über
eine
Exenterscheibe
(Foto
links)
.
Nach
dem
fast
gleichen
Prinzip
arbeitet
auch
die
Spannvorrichtung
beim
Hersteller
Antig.(2.
Foto
v.l.).
Eine
in
der
Schwinge
integrierte
Spannvorrichtung
ist
auf
dem
dritten
Foto
von
links
zu
sehen.
Markierungen
auf
Achse
und
Schwinge
erleichtern
hier
die
exakte
Ausrichtung
des
Hinterrades.
Ganz rechts ist eine Einstellvorrichtung zu sehen, welche von JAWA in den 1990er Jahren verwendet wurde. Auch hier wird über einer Exenterscheibe die Achse Vor- oder zurück verschoben.
Einstellung
Zur
Einstellung
sollte
das
Motorrad
auf
dem
Ständer
stehen
und
sich
das
Getriebe
im
Leerlauf
befinden.
Die
Kette
sollte
bei
der
Einstellung
gereinigt
und
ohne
Schmiermittel
sein.
Der
Kettendurchhang
wird
immer
in
der
Mitte
zwischen
Motorritzel
und
hinterem
Kettenrad
gemessen
werden.
Die
Einstellung
sollte
immer
in
der
Stellung
erfolgen
in
der
die
Kette
den
geringsten
Durchhang
hat.
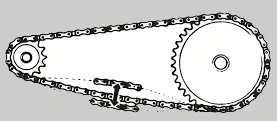
Dazu
das
Hinterrad
einmal
um
die
komplette
Kettenlänge
drehen,
wobei
der
Kettendurchhang
während
der
Gesamten
Umdrehung
konstant
bleiben
sollte.
(Zeichnung
links).
Sollte
es
hierbei
zu
großen
Unterschieden
beim
Kettendurchhang
kommen,
d.h.
die
Kette
ist
an
einen
Abschnitt
straff
und
an
einem
anderen
schlaff,
so
kann
das
an
klemmenden
Kettengliedern
oder
an
ungleich
verschlissenen
Ritzeln
liegen.
Ist
der
Unterschied
beim
Durchhang
größer
als
ca.
1cm
sollte
man
über
einen
Austausch
von
Kette
und
Ritzeln
bzw.
Kettenrad
nachdenken.
Nun
die
Achsbefestigungsmutter
soweit
lösen
bis
sich
die
Achse
gut
in
den
Längslöchern
verschieben
lässt.
Jetzt
die
Kettenspannung
an
beiden
Spannvorrichtungen
gleichmäßig
auf
den
vorgeschriebenen
Wert
einstellen
und
die
Achsmutter
wieder
anziehen.
Dabei
stets
darauf
achten
das
sich
hinteres
und
vorderes
Kettenrad
in
einer
Flucht
befinden.
Das
Hinterrad
nun
noch
einmal
von
Hand
durchdrehen
und
dabei
die
Kettenspannung
in
mehreren Stellungen überprüfen. Gegebenenfalls noch einmal nachjustieren.
Bliebe
noch
die
Frage
wie
groß
der
Durchhang
sein
sollte:
Während
bei
Speedwaymaschinen
in
der
Regel
ein
Durchhang
von
30
-
40
mm
ausreicht,
sieht
das
Ganze
bei
Langbahn-
motorrädern
schon
anders
aus.
Hier
kommt
es
durch
das
Ein-
und
Ausfedern
zu
ständig
wechselnden
Kettenspannungen
weshalb
der
Durchhang
hier
zwischen
40
und
60
mm
eingestellt
werden sollte. Hierbei handelt sich um grobe Richtwerte die in der Praxis natürlich, je nach Herstellervorschrift, anders aussehen können.
Zum
Abschluss
sollte
die
Kette
mit
einem
guten
Kettenspay
eingsprüht
werden,
wobei
darauf
zu
achten
ist,
dass
es
sich
gleichmäßig
über
die
Kette
verteilt
und
die
Zahnräder
und
jedes
einzelne Glied bedeckt wird. Danach das Ganze einige Minuten ziehen lassen.

Kettenspanner Bahnsporttechnik.de





Bahnsporttechnik.de
Sandbahn, Grasbahn, Speedway und Eisspeedwaytechnik











Fahrgestelle