Speedwayreifen Bahnsporttechnik.de
Leider
gibt
es
nur
noch
wenige
Hersteller
von
Speedwayreifen,
was
dazu
geführt
hat,
das
Speedwayreifen
relativ
teuer
erkauft
werden
müssen.
Die
Tschechische
Firma
MITAS
a.S.
welche
2016
vom
schwedischen
Reifenhersteller
Trelleborg
übernommen
wurde,
produzierte
früher
auch
die
Barum-Motorradreifen.
Wobei
die
1977
gegründete
Firma
MEFO
als
Generalimporteur
für
BARUM-Reifen
begann,
aber
heute
eigene
Reifen
unter
der
Bezeichnung
“MEFO-
Sport-Motorradreifen”
vertreibt.
MEFO-Reifen
können
nur
über
den
Vertrieb
bezogen
werden,
da
ein
direkter
Verkauf
an
den
Endverbraucher
nicht
vorgesehen
ist.
Seit
2018
ist
auch
der
türkische
Reifenhersteller
ANLAS
mit
einen
eigenen
Reifen
auf
den
Markt
vertreten.
ANLAS
war
damals der erste Hersteller der einen schlauchlosen Speedwayreifen entwickelte. Mitlerweile hat auch MITAS einen solchen Reifen in seinem Programm.
Die FIM hat für die verschiedenen Bahnsportdisziplinen unterschiedliche Reifenvorschriften erlassen, die hier im einzelnen erläutert werden.
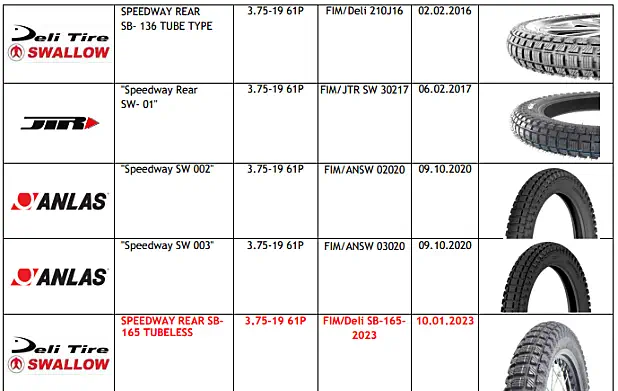
Speedwayreifen (Hinterrad)
- Die Gesamtbreite des Hinterreifens (O) darf 100 mm nicht überschreiten
- Die Profiltiefe (A) darf max. 8mm betragen, alle Stollen müssen die gleiche höhe haben.
- Der Abstand zwischen den Stollen(B) darf nicht größer als 9,5 mm in der Breite und 13mm in Längsrichtung(C) betragen
- Der Abstand der Stollen die an der Reifenschulter verlaufen (D) darf höchstens 22 mm betragen
- Der Profilabstand (E) darf die Reifenbreite nicht vollkommen einnehmen ohne von einem Stollen unterbrochen worden zu sein.
- Alle Stollen auf der Lauffläche(außer der Stollen auf der Reifenschulter) müssen eine rechteckige Form haben
-
Die
Stollen
können
vom
Hersteller
mit
je
drei,
maximal
0,5mm
breiten,
Rillen
versehen
werden.
Eine
Nachträgliche
Veränderung
der
Stollen
wie
sie früher
üblich war, ist ausdrücklich untersagt.
- Jeder Reifen muß wenn er gedreht wird das gleiche Profilerscheinungsbild aufweisen (wie in Abb.G1)
Der
Reifenhersteller
muß
den
Reifen
beim
TÜV
oder
einer
vergleichbaren
Normungsstelle
zur
Homologation
vorführen
und
die
oben
beschriebenen
Maße
und
Profilmuster
bestätigen
lassen.
Nach
Vorlage
der
Ergebnisse
vergibt
die
FIM
eine
Homologationsnummer
die
in
den
Reifen nach folgenden Schema eingraviert werden muß:
CT/SW.,Jahr der Herstellung und anschließender FIM-Homologationsnummer.
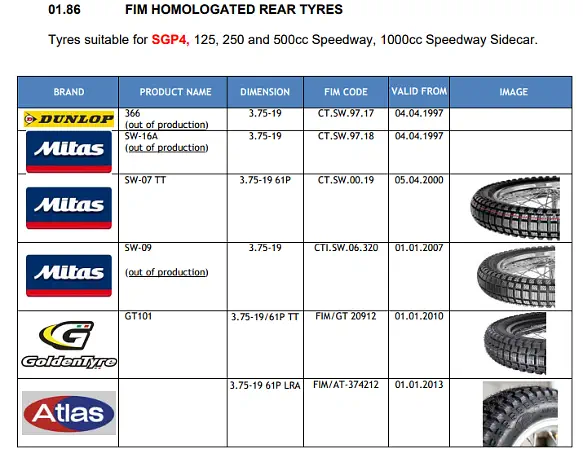
Für das Jahr 2023/24 hat die FIM folgende Reifen homologiert :

MITAS Speedwayreifen SW-07 TT
Größe : 3.75 -19 61 P
Traglastindex : 61 (bis 257 kg)
Geschwindigkeitsindex
:
P
(bis
150
km/h)
Lamellen : 4
Verwendung :
hinten
Dieser Reifen ist von der FIM für
Speedway GP Rennen zugelassen
Die
Schlauchlose
Version
ist
an
den
zwei
orangefarbenen
Streifen
auf
dem
Reifenprofil
zu
erkennen.
Die
Version
mit
Schlauch
hat
ab
2022
nur
einen
orangefarbenen Streifen.

MITAS Speedwayreifen SW-12
Größe : 2.75 - 23
Traglastindex : 48 (bis 180 kg)
Geschwin.-index : P (bis 150 km/H
Verwendung :
Vorn

MITAS Speedwayreifen SW-10
Größe : 3.0 - 17
Traglastindex : 50 ( bis 190 kg)
Geschw.-index : P (bis 150 km/h)
Verwendung :
hinten
Dieser
Reifen
ist
speziell
für
die
Jugendklasse bis 85 ccm


MITAS Speedwayreifen SW-10
Größe : 2.25 - 19
Traglastindex : 30 ( bis 106 kg)
Geschw.-Index : P ( bis 150 km/h)
Verwendung :
vorn
Dieser Vorderreifen passt zum SW-10
Junior Hinterreifen
Dieser Reifen ist von der FIM in
Kombination mit dem SW-07 für
Speedway GP Renennen zugelassen
MITAS Longtrackreifen SW-13
Größe : 2.75 - 22
Tragfähigkeitsindex : 50 (bis 190 kg)
Geschw.-Index : R (bis 170 km/h)
Verwendung :
hinten

Hinterreifen für Langbahnrennen
in Verbindung mit SW-10 Vorder-
reifen.

MITAS Speedwayreifen SW-14
Größe : 2.50 - 10
Tragfähigkeitsindex : n.angegeben
Geschw.-Index : n.angegeben
Verwendung:
Vorn - Hinten
Der
Mitas
SW-14
SPEEDWAY
ist
speziell
für
Junior-Speedway-
Motorräder
(bis
50
cm3
Motor)
konzipiert


MITAS Speedwayreifen
ANLAS Speedwayreifen


Anlas Speedwayreifen SW 002
Größe : 3.75 - 19
Traglastindex : 61 (bis 257 kg)
Geschw.-Index : P (bis 150 km/h)
Verwendung : hinten
Den Anlas Speedwayreifen gibt es in zwei
Ausführungen :
TL steht für Tubeless also schlauchlos
TT steht für Tube Type mit Schlauch
Anlas Front Speedwayreifen
Größe : 2.75 - 23
Traglastindex : 48 (bis 180 kg)
Geschw.-Index : P (bis 150 km/h)
Verwendung : Front
Auch dieser Reifen ist in TL und TT erhältlich
Ein umlaufender gelber und ein blauer Streifen
kennzeichnet schlauchlose Reifen.
Von der FIM für Speedway-GP zugelassen
JTR Speedwayreifen


JTR Speedwayreifen SW-0 01
Größe : 3.75 - 19
Traglastindex : 61 (bis 257 kg)
Geschw.-Index : P (bis 150 km/h)
Verwendung : Hinten

Langbahnreifen
Der Felgendurchmesser des Hinterreifens von Langbahn-Motorrädern muss 22“ betragen und der Reifen darf nicht breiter als 100mm sein.
Die Profiltiefe (A) darf 11 mm nicht überschreiten, wobei im rechten Winkeln zur Profiloberfläche gemessen wird. Alle Profilstollen auf der gleichen Reifenumfangslinie müssen
die gleiche Tiefe aufweisen.
01.50.02
Hinsichtlich der Größe oder des Typs des Vorderreifens gibt es keine Einschränkungen.
Der vom Hersteller gelieferte Reifen darf nachträglich weder verändert noch nachgeschnitten werden.
Reifen für Gespanne 500 ccm
Vorderrad:
Mindestfelgendurchmesser: 18”
Mindestdurchmesser der Radachse: 15 mm. Es sind ausschließlich Achsen aus massivem Stahl zulässig.
Mindestdurchmesser der Speichen: 3,5 mm – M4, Stahl.
Die Speichen müssen sich zweimal kreuzen.
Hinterrad:
Felgendurchmesser: mindestens 18”, höchstens 22”.
Mindestdurchmesser der Radachse: 17 mm. Es sind ausschließlich Achsen aus massivem Stahl zulässig.
Mindestdurchmesser der Speichen: 4 mm – M4, Stahl.
Die Speichen müssen sich zweimal kreuzen.
Maximale Reifenbreite: 100 mm.
Seitenwagen-Rad
Maximaler Felgendurchmesser: 16”.
Reifen für Eisspeedway
Eisspeedway
Vorderreifen
dürfen
einen
Felgendurchmesser
von
max.
23”
aufweisen
und
eine
Breite
von
höchstens
100
mm
haben.
An
der
rechten
Seite
des
Vorderreifens
dürfen
keine
Spikes angebracht werden die über die an der Außenkante des Reifens an seiner breitesten Stelle angelegte senkrechte Tangente hinausragen.
Eisspeedway
Hinterreifen
dürfen maximal 21” Zoll Durchmesser haben und ebenfalls nur 100 mm breit sein.
Über die Beschaffenheit, Größe und Anbringung der Spikes wurde bereits an anderer Stelle dieser Webseite berichtet




Eisspeedwayreifen Mitas SW-08
Größe : 3.00 - 21
Tragfähigkeitsindex 57 (bis 230 kg)
Geschw.-Index : P (bis 150 km/h
Verwendung :
hinten
Eisspeedwayreifen Mitas SW-08
Größe : 2.50 - 23
Tragfähigkeitsindex : 48 (bis 180 kg)
Geschw.-Index : P (bis 150 km/h)
Verwendung : Front
Eigenschaften:
- Speziell für den Eisspeedway Sport entwickelter Hinterrad Reifen
- spezielle Karkasse und Laufflächenmischung um bei den Temperaturen bis zu -40 C noch perfekte Performance zu
bringen
Verfügbar
in
2
Varianten,
Z2
mit
2
Lagen
zur
Verwendung
von
Vorderrad-Spikes
und
Z3
mit
3
Lagen
(
extra
verstärkt) zur Verwendung mit Hinterrad Spikes.
-
dieser
Reifen
wird
von
ca
90%
der
Ice
Speedway
Elite
mit
großem
Erfolg
eingesetzt
und
gewann
seit
dem
Jahre
2012 alle Weltmeistertitel bis heute

Reifenunwucht
Da
ein
Rad
(Felge
und
Reifen)
über
den
ganzen
Umfang
nie
gleich
schwer
ist
,
müssen
Räder
ausgewuchtet
werden.
Dabei
wird
ein
erhöhtes
Gewicht
an
einer
Stelle
des
Rades
durch
Anbringung
eines
Gegengewichts
an
der
gegenüberliegenden
Seite
ausgeglichen.
Bei
Speedway
und
Langbahnbikes
wird
in
der
Regel
nur
das
Vorderrad
ausgewuchtet,
da
sich
hier
eine
Unwucht durch Flattern und Schwingungen im Lenker besonders stark bemerkbar macht.

Speedwaykotflügel hinten Bahnsporttechnik.de

Die
FIM
hat
zu
Beginn
der
Saison
2012
den
Artikel
43.03
der
Technischen
Bestimmungen
für
Speedwaymotorräder
geändert.
Der
Artikel
besagt
das
der
Abstand
zwischen
Hinterreifen
und
dem
Kotflügelende
nicht
mehr
als
35
mm
betragen
darf.
Dadurch
soll
verhindert
werden
das
bei
einem
Sturz
Körperteile
zwischen
Reifen
und
Kotflügel
gelangen
und
es
dadurch
zu
schweren Verletzungen kommt.
Wenn der Abstand zwischen Reifen und Kotflügel größer als 35 mm ist muß ein zusätzlicher Schutz zwischen Rad und Kotflügel montiert werden.

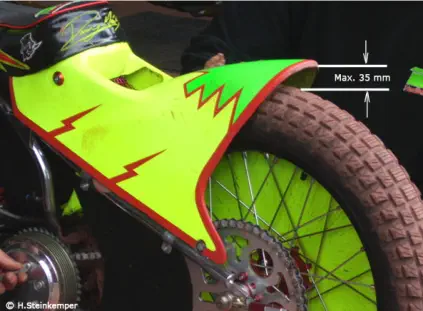
Die Vorschrift sorgt zum Teil für ein futuristisches
Aussehen des Heckteils

Speedway Startsystem Bahnsporttechnik.de
Was
im
Moto-Cross
Sport
bereits
seit
Jahren
Standard
ist,
hält
jetzt
auch
im
Speedwaysport
Einzug.
Und
zwar
ein
sogenanntes
Startsystem
für
die
vordere
Schwinggabel,
im
Moto
Cross
Sport
auch
als
“Launch
Control”
bekannt
.
Dabei
wird
die
Schwinggabel
des
Vorderrads
vorm
Start
eingefedert
und
dann
mittels
eines
einrastenden
Bolzens
blockiert
so
das
ein
Ausfedern
und
damit
das
Anheben
des
Vorderrads
beim
Start
verhindert
wird.
Der
Fahrer
kann
seine
Sitzposition
weiter
nach
hinten
verlagern
und
hat
dadurch
nicht
nur
besseren
Grip
sondern
sein
Bike jederzeit ohne Wheelie unter Kontrolle. Die Fixierung löst sich automatisch wieder sobald die Gabel nach dem wegfahren wieder einfedert.



Patentiertes Startsystem des italienischen Herstellers Fourstroke World
Jawa Startsystem


Stahlschuh Herstellung Bahnsporttechnik.de
Der
unter
dem
linken
Fuß
angebrachte
Stahlschuh
oder
auch
Schleifschuh
genannt
gehört
zur
persönlichen
Schutzausrüstung
eines
jeden
Speedwayfahrers.
Allerdings
sucht
man
in
den
Technischen
Vorschriften
der
FIM
oder
auch
des
DMSB
unter
dem
Kapitel
01.65
”Ausrüstung
und
Schutzkleidung
“
vergeblich
nach
Bauvorschriften
für
Stahlschuhe.
Obwohl
ja
anscheinend
nicht
zwingend
vorgeschrieben,
ist
die
Verwendung
eines
Gleitschuhs
aus
Stahl
auf
jeden
Fall
dringend
zu
empfehlen.
Das
bei
Kurvenfahrt
ausgestellte
linke
Bein,
mit
dem
unter
dem
Stiefel
angebrachten
Stahlschuh,
stützt
sich
auf
dem
Bahnbelag
ab
und
dient
als
Balancestange.
Da
der
Bahnbelag
in
der
Regel
recht
stumpf
ist
erleichtert
der
Stahlschuh
das
Gleiten
über
den
Boden.
Außerdem
verhindert
der
vorn
leicht
nach
oben
gebogene
Stahlschuh,
das
der
Fuß
in
Löchern
und
sonstigen
Bahnunebenheiten
hängen
bleibt
und
das
Bein
dadurch nach hinten gerissen und verdreht wird, was wiederum zu schmerzhaften Bänderverletzungen führen kann.
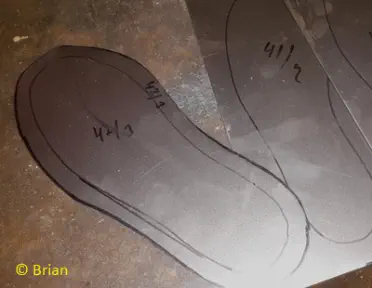
Die
Herstellung
eines
Stahlschuh
geschieht
auch
heute
noch
in
Handarbeit
und
erfordert
einiges
an
handwerklichem
Geschick.
Brian
Runesson
war
so
nett
und
stellte
mir
einige
Bilder
über die Herstellung eines Stahlschuhs zur Verfügung.
Als
Ausgangsmaterial
dient
dabei
normales
Stahlblech
mit
einer
Stärke
von
1,0
bis
1,5
mm
auf
dem
der
Umriss
des
Racingstiefels
aufgezeichnet
wird.
Anschließend
muß
der
Umriß
um
ca.
20
mm
vergrößert
werden,
da
das
Blech
seitlich
hochgebogen
werden
muß
um
dem
Stahlschuh
einen
perfekten
Halt
am
Fuß
zu
gewährleisten.
Jetzt
kann
der
Umriss
mit
der
Blechschere
fein säuberlich ausgeschnitten und anschließend unter der Presse in seine endgültige Form werden.





Noch
ein
wenig
zerklüftet
sehen
die
Ränder
des
Stahlschuhs
aus
nachdem
er
mit
der
Presse
in
seine
Form
gebracht
wurde.
Diese
werden
mit
der
Blechschere
begradigt
und
am
Schleifstein
entgratet. Auf dem rechten Bild sind links die Schuh - Druckstücke und rechts die in seiner Form gebrachten Stahlschuhe zu sehen


Als
nächstes
wird
der
vordere
Blechbügel,
der
ca.
4
cm
breit
ist,
angeschweißt
und
im
hinteren
Fersenbereich
eine
Schlaufe
für
die
Durchführung
eines
Lederriemens
angebracht.
So
fixiert
kann der Stahlschuh sicher unter dem Stiefel befestigt werden.
Da
das
Stahlblech
der
Sohle
des
Stahlschuhs,
besonders
auf
Aschenbahnen,
bereits
nach
kurzer
Zeit
durchgeschlissen
und
damit
der
Stahlschuh
unbrauchbar
wäre,
wird
die
Sohle
mit
einer
Verschleißschicht
aus
Stellite
versehen.
Stellite
ist
eine
besonders
Verschleiß-
und
Temperaturbeständige
Legierung
mit
etwa
50%
Kobaltanteil
und
wird
hauptsächlich
in
den
USA
und
China
hergestellt.
Deutschland
Importeur
ist
die
“Kennametal
Stellite
-
Koblenz
(Tel.
+49(0)261
80880
).
Die
Schweißstäbe
haben
etwa
8
mm
Durchmesserer
und
werden
im
Autogenverfahren
Raupenförmig,
quer
zur
Sohle,
aufgebracht.
(Bild
rechts)
Ist
die
Schicht
trotz
seiner
Härte
einmal
verschlissen
kann
erneut
eine
Schicht
Stellite
aufgebracht
werden.
Da
der
Kilopreis
für
Stellite
bei
etwa
35
-
40
US-Dollar
liegt
verteuert
sich
daher
der
Preis
für
einen
Stahlschuh
auf
ca.
100,-
€.
Billigere
Stahlschuhe
haben
meist
eine
Beschichtung
aus
anderen nicht ganz so verschleißfestem Material. Um den Stahlschuh vor Rost zu Schützen wird er zum Schluß meistens noch verchromt.
Ein besonderer Dank für die zur Verfügungstellung der Fotos geht anBrian Runesson (Brian) aus Örebrö (S)


Steuerzeiten Bahnsporttechnik.de
Das
Einstellen
der
Steuerzeiten
zählt
zu
den
etwas
schwierigeren
Arbeiten
an
einem
modernen
Bahnmotor
.Es
zählt
zwar
nicht
zu
den
normalen
Wartungsarbeiten,
muß
aber
spätestens
dann
durchgeführt
werden
wenn
der
Zylinderkopf
demontiert
oder
am
Kurbeltrieb
gearbeitet
wird.
Die
Arbeit
soll
hier
einmal
an
einem
JAWA
889
durchgeführt
werden
.Der
hier
gezeigte
Motor
hat
zwar
nur
250
ccm,
doch
die
Einstellarbeit
ist
die
gleiche wie beim 500 ccm Motor. An Werkzeugen werden dazu benötigt:
- Eine Gradscheibe mit der entsprechenden Verzahnung für die Kurbelwelle
- Eine Meßuhr mit Meßbereich 0 - 10 mm und einen ca.100 mm langen Abtaststift
- Einen Meßuhrhalter der mitsamt Meßuhr in die Zündkerzenbohrung eingeschraubt wird um den Oberen Totpunkt des Kolbens zu ermitteln.
-
Zwei
Meßuhren
mit
Meßbereich
0
-
20
mm
um
den
Öffnungsweg
der
Ventile
zu
ermitteln
und
eine
Meßuhrhalterbrücke
die
auf
der
Kipphebel
/
Nockenlagerbrücke befestigt wird.
Die
Meßuhren
sind
notwendig
um
die
exakte
Kolbenstellung
und
den
Öffnungsweg
der
Ventile
zu
ermitteln,
denn
im
Gegensatz
zu
Motoren
von
Strassenmotorrädern
sind
hier
auf
den
Zahnrädern
und
am
Motorgehäuse
keinerlei
Markierungen
vorhanden.
Da
es
sich
hier
um
einen
Motor
mit
nur
einer
Nockenwelle
(OHC)
handelt,
wobei
Einlaß
und
Auslaßnocke
auf
der
gleichen
Welle
fest
angebracht
sind,
bewirkt
ein
verdrehen
der
Nockenwelle
immer
eine
Veränderung
beider
Nockenstellungen.
Um
die
Steuerzeiten
exakt
Einstellen
zu
können
benötigt
man
die
genauen
Ventilöffnungszeiten des Motors die vom Hersteller vorgegeben werden.
Hier
einmal
die
Ventilöff-
nungszeiten
für
den
hier
gezeigten
250
ccm
JAWA
Motor.
Wie
man
unschwer
erkennen
kann,
gibt
es
für
diesen
Motor
verschiedene
Nockenwellen.
Die
Nock-
enwelle
wird
hierbei
nach
der
Einsatzart
des
Motors
gewählt.
Eine
Verlängerung
der
Ventil-öffnungszeiten
bewirkt
eine
Verlagerung
der
Höchstleistung
in
einen
höheren
Drehzahlbereich
und
umgekehrt.
Deshalb
muß
sich
der
Fahrer
entscheiden
ob
er
eine
hohe
Leistung
im
unteren
Drehzahlbereich
haben
möchte
(kurze
Ventilöffnungszeiten)
oder
erst
bei
Höchstdrehzahl
(lange
Ventilöffnungszeit).
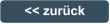
Um
die
Gradangaben
richtig
deuten
zu
können,
soll
das
obere
Diagramm
behilflich
sein.
Bei
der
Nockenwelle
01
öffnet
das
Auslassventil
(hier
rot dargestellt) 62° Kurbelwinkel vor UT und schließt 30° nach dem oberen Totpunkt. Das Einlassventil (grau dargestellt) öffnet 31° vor O.T. und schließt 69° nach U.T.
Steuerzeiten einstellen
Als
erstes
muß
die
Steuerkette
montiert
und
deren
Spannung
eingestellt
werden.
Dazu
muß
die
Kontermutter
für
den
Kettenspanner
(1)
gelöst
und
die
Einstellschraube
ganz
zurückgedreht
werden.
Dann
wird
die
Nockenwelle
so
verdreht,
das
alle
Ventile
geschlossen
sind
und
anschließend
die
vier
Befestigungsschrauben
des
Nockenwellenrades
sowie
die
Schraube
der
Nockenwellennabe
gelöst
und
das
Rad
abgenommen.
Die
Stellung
der
Kurbelwelle
sollte
so
gewählt
werden
das
der
Kolben
kurz
vor
den
oberen
Todpunkt
steht.
Nun
kann
die
Steuerkette
auf
das
Kurbelwellenrad
(3)
aufgelegt
und
durch
das
Steuergehäuse
nach
oben
geschoben
werden.
Jetzt
das
Nockenwellenrad
in
die
Kette
einsetzten
und
auf
den
Bund
der
Nockenwellennabe
fixieren
und
die
vier
Befestigungsschrauben
soweit
anziehen
bis
sie
bündig
anliegen
sich
das
Nockenwellenrad
aber
noch
frei
in
den
Langlöchern
bewegen
kann.
Anschließend
die
Einstellschraube
des
Kettenspanners
(
1
)
soweit
hinein
drehen
bis
die
Kette
ein
kalkuliertes
Kettenspiel
aufweist
um
die
Wärmeausdehnung
der
Kette
und
der
Kettenräder
ausgleichen
zu
können.
Dieses
relativ
große
Kettenspiel
ist
notwendig
da
die
Motoren
keine
Vorspannung
der
Kette
auf
hydraulischer
Basis
haben.
In
dieser
Stellung
die
Einstellschraube
mit
der
Gegenmutter
sichern.
Als
nächstes
muß
der
obere
Totpunkt
des
Kolbens
ermittelt
werden.
Dazu
wird
die
Gradscheibe
auf
den
Kurbelwellenzapfen
an
der
Antriebsseite
gesetzt
und
mit
der
Mutter
lose
fixiert.
Jetzt
die
Zündkerze
herausschrauben
und
mit
einer
Lampe
durch
das
Zündkerzenloch
in
den
Zylinder
leuchten.
Dabei
die
Kurbelwelle
soweit
verdrehen
bis
der
Kolben
oben
steht.(eventuell
einen
Draht
oder
ähnliches
zur
Hilfe
nehmen).Um
den
genauen
Totpunkt
zu
ermitteln
wird
nun
der
Meßuhrhalter
mit
der
Meßuhr
und
dem
100
mm
Taststift
in
die
Zündkerzenbohrung
eingeschraubt.
Die
Meßuhr
mit
3mm
Vorspannung
in
den
Halter
befestigen,
dazu
den
Taststift
auf
den
Kolbenboden
aufsetzen
und
soweit
herunter
drücken
bis
die
Meßuhr
einen
Wert
von
ca.3
mm
anzeigt
und
dann
die
Überwurfmutter
am
Meßuhrhalter
festziehen.
Nun
die
Kurbelwelle
weiter
drehen
bis
der
Meßuhrzeiger
seinen
höchsten
Stand
erreicht
hat
und
wieder
zurückgeht.
Dieser
Umkehrpunkt
des
Zeigers
markiert
den
oberen
Totpunkt
des
Kolbens.
Die
Skala
der
Meßuhr
nun
so
verdrehen
das
der
Zeiger
genau
auf
Null
steht.
Um
den
OT-Punkt
genau
zu
ermitteln
kann
es
notwendig
sein
die
Kurbelwelle
um
den
oberen
Totpunkt
einige
Male
vor-
und
zurückzudrehen.
Um
einen
Bezugspunkt
für
die
Gradscheibe
auf
dem
Motorgehäuse
herzustellen,
einen
Draht
wie
auf
den
Bild
links
unter
(1)
gezeigt
mit
einer
Schraube
am
Motorgehäuse
befestigen
und
so
verbiegen
das
dessen
Ende
genau
auf
die
0°-Markierung
(TOP)
zeigt.
Wird
die
Kurbelwelle
von
dieser
Stellung
aus
genau
um
180°
weitergedreht
so
erreicht
der
Kolben
seine
unterste
Stellung
im
Zylinder
(U.T.)
(BOTTON).
Da
wir
nun
zu
jeder
Kolbenstellung
mittels
der
Gradscheibe
den
dazugehörigen
Winkel
der
Kurbelwelle
messen
können,
müssen
nun
die
Vorbereitungen
zum
Messen
der
Ventilöffnungszeiten
getroffen
werden.
Als
erstes
muss
dazu
das
Ventilspiel
genauestens
eingestellt
werden.
Es
beträgt
für
diesen
Motor
0,1mm
auf
der
Einlaß,-
und
0,15
mm
auf
der
Auslaßseite,
wobei
die
Einstellung
bei
kaltem
Motor
erfolgen
muß.
Nun
wird
die
Meßbrücke
mit
den
beiden
Meßuhren
auf
die
Kipphebelbrücke
montiert.
Dazu
die
Taststifte
der
Meßuhrenden
auf
den
Ventilfedertellern
im
exakten
Winkel
der
Ventile
aufsetzen
und
die
Meßuhren
mit
ca.3mm
Vorspannung
in
der
Halterung
befestigen.
Durch
leichtes
hin-,
und
herdrehen
der
Nockenwelle
sicherstellen
das
die
Ventile
in
dieser
Nockenwellenstellung
auch
ganz
geschlossen
sind.
Nun
die
Nockenwelle
in
Motordrehrichtung
weiterdrehen
bis
der
Zeiger
der
Meßuhr
an
der
Einlaßseite
anfängt
sich
zu
bewegen.
Wiederum
durch
leichtes
hin,-
und
herdrehen
der
Nockenwellen
den
genauen
Öffnungsbeginn
des
Ventils
ermitteln
und
die
Meßuhr
in
dieser
Position
auf
Null
stellen.
Anschließend
die
Nockenwelle
weiterdrehen
bis
das
Ventil
1mm
geöffnet
ist.
Dies
ist
notwendig
weil
der
Hersteller
die
Öffnungszeiten
bei
einem
Ventilhub
von
1mm
vorgibt.
Jetzt
die
Kurbelwelle
in
Drehrichtung
weiterdrehen
bis
auf
der
Gradscheibe
31°
v.O.T.
angezeigt
werden.
In dieser Motorstellung die Befestigungsschrauben der Nockenwelle mit einem Drehmoment von ca.10-15 Nm festziehen.
Die
Kurbelwelle
nun
zwei
Umdrehungen
weiterdrehen
bis
die
Gradscheibe
wieder
bei
31°
v.O.T.
steht
und
die
Einstellung
der
Nockenwelle
nochmals
kontrollieren.
Bei
Abweichungen
kann
mit
Hilfe
der
Langlöcher
im
Nockenwellenrad
(1)
nochmals eine Feineinstellung vorgenommen werden.
Dies
ist
in
groben
Zügen
eine
Beschreibung
der
Steuerzeiteneinstellung,
wobei
zu
bemerken
ist
das
diese
nur
von
geübten
Fachleuten vorgenommen werden sollte.




Titan im Bahnsport Bahnsporttechnik.de
Im
Motorsport
zählt
jedes
Gramm
Gewicht,
deshalb
ist
man
ständig
auf
der
Suche
nach
neuen
leichteren
Materialien
mit
hoher
Zugfestigkeit.
Da
Aluminium
zwar
leicht
ist
aber
auch
nur
eine
geringe
Zugfestigkeit
besitzt,
kommt
es
für
hochbeanspruchte
Motorteile
wie
Ventile,
Kurbel,-
oder
Nockenwelle
nicht
in
Frage.
Titan
dagegen
hat
Festigkeitseigenschaften
im
Bereich
von
vergüteten
Stählen
und
behält
diese
Eigenschaften
bis
in
Temperaturbereiche
von
ca.
200
–
500
°C
bei.
Je
nach
Legierung
beträgt
die
Zugfestigkeit
zwischen
ca.
300…1200
N/mm².
Mit
einem
spezifischen
Gewicht
von
4,4
g/cm³
ist
Titan
jedoch
fast
um
die
Hälfte
leichter
als
Stahl
(ca.
42%).
Die
Korrosionsbeständigkeit
von
Titan
ist
außerordentlich
hoch,
insbesondere
gegenüber Chloridlösungen, Seewasser und organischen Säuren.
Vom
1.
Januar
2013
an
sind
Titanteile
auch
im
Bahnsport
für
einige
Komponenten
wieder
zugelassen.
Ausdrücklich
ausgeschlossen
ist
die
Verwendung
von
Titanteilen
beim
Rahmen,
bei
den
Achsen,
sowie
Gabeln und Lenkern. Auch dürfen die Spikes beim Eisspeedway kein Titan enthalten.
Fragt sich natürlich was bringt die Verwendung von Titan in modernen Bahnmotoren wie dem GM ?.
Hauptvorteil
ist
natürlich
das
geringe
Gewicht,
geringere
oszillierende
Masse
(leichte
Ventile)
benötigt
weniger
Bedienkraft
von
der
Federmechanischen
Seite
und
von
der
Motormechanischen
Seite
und
das
leichtere
Ventil
wird
auch
weniger
kräftig
auf
den
Ventilsitz
aufschlagen,
wodurch
sich
der
Verschleiß
verringert
und
der
Motor
auf
jeden
Fall
auch
drehfreudiger
wird.
Da
aber
hohe
Drehzahl
nicht
gleich
mehr
Leistung
bedeutet,
sollten
diese
Motoren
mit
einen
Drehzahlbegrenzer
ausgestattet
sein
wie
er
z.B.
bei
den
frei programmierbaren Zündanlagen von HPI oder PVL vorhanden ist.
Sinn
macht
der
Einsatz
von
Titan
auch
bei
den
Pleueln
da
Titanpleuel
bei
gleicher
Festigkeit
etwa
ein
Drittel
weniger
als
hochwertige
Stahlpleuel
wiegen.
Weil
Titan
schlechte
Laufeigenschaften
hat,
ist
es
allerdings
als
Lagerwerkstoff
ungeeignet
weshalb
die
Gleitlagerschalen
hierbei
beidseitig
mit
einem
Anlaufbund
versehen
sein müssen.
Wegen
der
hohen
Kosten
für
die
Titanteile,
etwa
100%
teurer
als
Stahl,
wird
sich
der
Einsatz
von
Titanteilen
im
Bahnsport
in
Grenzen
halten
und
nur
da
lohnen
wo
es
absolut
Sinn
macht.
Außerhalb
des
Motors
käme
da
zum
Beispiel
die
Spiralfeder
des
hinteren
Zentralfederbeins
in
Frage
so
wie
es
YAMAHA
bei
seinen
YZ
Rennmaschinen praktiziert.
Die
Firma
Großewächter
in
Spenge
bietet
ein
Sortiment
von
Titanteilen
für
den
GM-Motor
an
welches
aus
Ventilen,
Ventilsitzen,
Federn,
Federtellern
und
Haltekeilen
besteht.
Außerdem
gibt es ein Titanpleuel (ca. 100 g leichter als Orginal) und einen Titan Kolbenbolzen.
Weitere Informationen und Preise:
Großewächter Racing Parts Tel.: ++49 (0) 52 25 85 92 56 info@gw-racing-parts.de
Soar 25 Fax: ++49 (0) 52 25 85 92 57
D-32139 Spenge


Übersetzungsberechnungen Bahnsporttechnik.de
Die
Wahl
der
richtigen
Übersetzung
zwischen
Kurbelwellenausgang
und
Hinterrad
kann
rennentscheidend
sein
und
erfordert
einiges
an
Erfahrung.
Spielt
hierbei
doch
neben
der
Bahnlänge
und
der
zu
erzielenden
Geschwindigkeit
auch
das
Gewicht
des
Fahrers
und
die
Beschaffenheit
des
Bahnbelages
eine
wichtige
Rolle.
Wichtig
ist
aber
in
erster
Linie,
das
sich
die
Motordrehzahl überwiegend im Bereich des höchsten Drehmoments und damit der höchsten Kraftabgabe befindet.
Als
Übersetzungsverhältnis
(i)
bei
Kettenantrieben
bezeichnet
man
das
Verhältnis
der
Zähnezahl
des
treibenden
Rades
zur
Zähnezahl
des
getriebenen
Zahnrades.
Bei
einer
Übersetzung
ins
langsame
ist
“
i
“
größer
als
1
,
während
bei
einer
Übersetzung ins schnelle “ i “ kleiner als 1 ist.
Bei
Speedwaymotorrädern
kommt
eine
doppelte
Übersetzung
zum
Einsatz,
einmal
die
Übersetzung
Kurbelwelle/
Kupplungskorb
(
i1
)
und
zum
anderen
die
Übersetzung
Vorgelege/Hinterrad
(
i2
).
Die
Gesamtübersetzung
ergibt
sich
aus
der
Multiplikation
von
i1
mit
i2
.
Bei
einer
Gesamtübersetzung
von
z.B.
11,0
:
1
bedeutet
dies,
das
sich
das
Hinterrad 11 mal langsamer dreht als die Kurbelwelle.
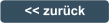
Bei
Langbahnmotorrädern
kommt
sogar
eine
dreifache
Übersetzung
zum
Einsatz,
weil
diese
mit
einem
Zweiganggetriebe ausgestattet sind und zur Errechnung der Gesamtübersetzung die Getriebeübersetzung
in dem jeweiligen Gang mit berechnet werden muß.
Eine
Übersetzungs
berechnet
sich
immer
indem
man
die
Zähnezahl
des
getriebenen
Rades
durch
der
des
treibenden Rades teilt.




Unverzichtbar für einen Bahnfahrer : Kettenräder
Übersetzungsänderung im 2-Gang Bahngetriebe
Vorgelege bei Speedwaybikes ohne Über-
setzungsänderung
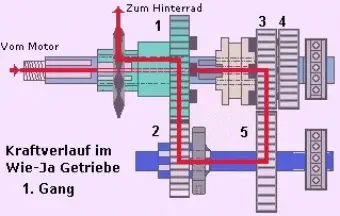
Um
die
Geschwindigkeit
eines
Bahnmotorrades
auszurechnen
muß
man
den
“dynamischen
Radhalbmesser”
des
Antriebsrades
kennen.
Dieses
ist
der
Abstand
von
der
Radmitte
bis
zur
Fahrbahn
bei
der
entsprechenden
Fahrgeschwindigkeit.
Allerdings
ist
eine
genaue
Ermittlung
des
dynamischen
Radhalbmessers
schwierig,
da
er
sich
mit
zunehmender
Geschwindigkeit
vergrössert.
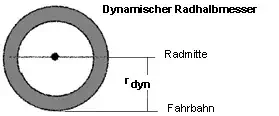
Bei
einem
19
Zoll
Speedwayreifen
errechnet
sich
der
dynamische
Radhalbmesser
etwa
so:
19
x
25,4
=
482,6
mm
(Umrechnung
Zoll
in
mm)
dividiert
durch
2
ergibt
241,3
mm,
plus
der
Reifenhöhe die etwa 100 mm beträgt sind das 341,3 mm oder 0,341 m.
Bei
einer
Motordrehzahl
von
9000
U/min.
und
einen
Übersetzungsverhältnis
von
9,158
dreht
sich
das
Hinterrad
982,74
mal
in
der
Minute
woraus sich laut nebenstehender Formel die gefahrene Geschwindigkeit folgendermaßen errechnet :
2 x 0,341 x 3,14 x 982,74 x 60 =126242,76 /1000 = 126,24 km/h.
Dies
ist
natürlich
nur
ein
theoretischer
Wert,
da
hier
weder
der
Schlupf
der
Kupplung
noch
der
des
Hinterrades
durch
den
Fahrbahnuntergrund
berücksichtigt wurden. Dennoch reicht eine solche Berechnung durchaus um die Wirkung einer Übersetzungsänderung zu ermitteln.
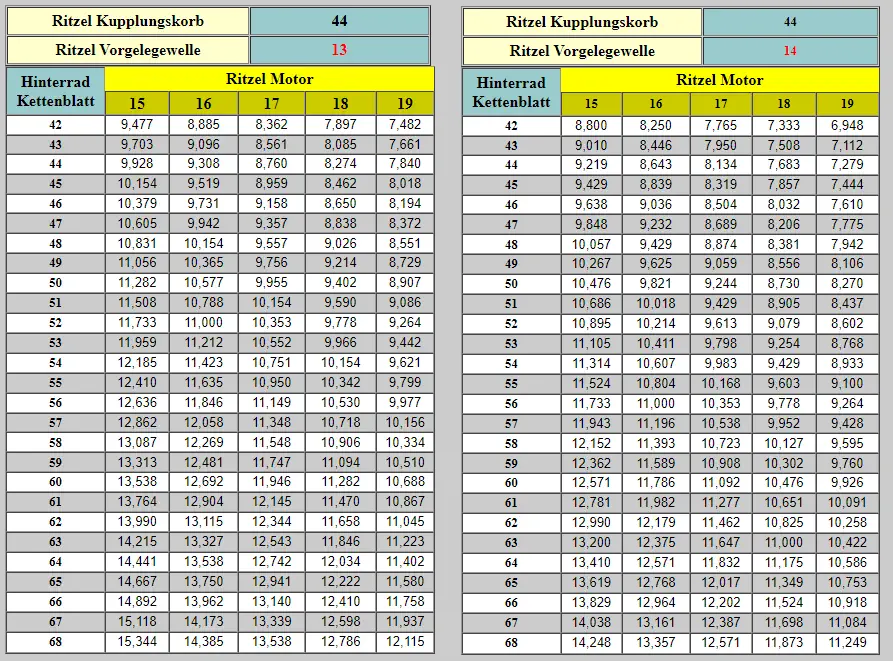
Übersetzungstabellen Bahnsporttechnik.de
Hier
einige
Übersetzungstabellen
für
Speedwaymotorräder
,
wobei
die
Zähnezahl
des
Kupplungskorbes
immer
44
Zähne
beträgt,
aber
das
Vorgelege
mit
13/14/15/16
oder
17
Zähnen
bestückt
werden kann.




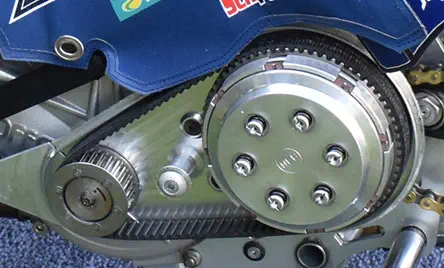
Langbahnbike mit Zahnriemen Primärantrieb und 2-Gang Getriebe
Übersetzungsänderung durch Tausch des Kurbelwellenritzels beim Speedwaybike
Die
Tabellen
wurden
bahnsporttechnik.de
freundlicherweise
von
Ferdinand Merz zur Verfügung gestellt
© H.Steinkemper

Zahnriemen Primärantrieb Bahnsporttechnik.de
Ein
Zahnriemen,
als
Primärantrieb,
kommt
so
etwa
seit
Ende
der
1990er
Jahre
bei
Bahnmaschinen
zum
Einsatz.
Es
geht
hierbei
darum,
die
vom
Motor
über
die
Kurbelwelle
abgegebene
Kraft
auf
die
Kupplung
bzw.
den
Getriebeeingang
zu
übertragen.
Lange
Jahre
geschah
dieses
mittels
einer
Rollenkette,
die
allerdings
den
Nachteil
hat,
das
sie
sehr
schnell
verschleißt
und
praktisch
nach
jeden
Lauf
geschmiert
werden
muß.
Auch
wird
die
Kette
im
Betrieb,
ob
der
großen
Kräfte
sehr
heiß,
so
das
das
Schmiermittel
schnell
einen
Teil
seiner
Wirkung
verliert.
Diese
Problematik
hat
ein
Zahnriemen
nicht,
er
ist
nicht
nur
in
der
Lage
große
Kräfte
zu
übertragen,
sondern
auch
betriebssicher,
geräuscharm
und
wartungsfrei.
Auch
längt
sich
ein
Zahnriemen,
entgegen
herkömmlicher
Meinung,
nicht.
Deswegen
ist
eine
Vollverkapselung
des
kompletten
Riementriebs
vonnöten,
da
schon
ein
kleiner
Fremdkörper,
der
sich
zwischen
Riemen
und
Zahnrad
setzt,
unweigerlich
zum
reißen
des
Riemens
führt.
Dieses
haben
auch
die
aktiven
mittlerweise
erkannt
und
dichten den Zahnriemendeckel zusätzlich mit Isolierband o.ä. ab
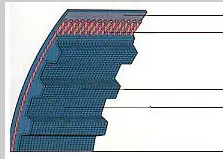
Aufbau eines Zahnriemens
Polychloropen Riemenrücken
Glascord- Zugstränge mit S/Z Dehnung
Polychloropren Zähne
Polyamid Gewebe
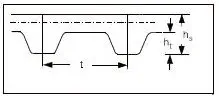
Ein
sogenannter
Trapezzahnriemen,
bei
dem
die
Zähne
Trapezförmig
angeordnet
sind.
Der
Zahnabstand
beträgt
hier
t
=
9,525
mm
und
die
Höhe
der Zähne hs = 4,5mm
Die
Glascord-Zugstränge
sind
hier
von
entscheidener
Bedeutung,
da
sie
ein
längen
des
Zahnriemens
verhindern.
Neben
dem
Trapezprofil,
gibt
es
auch
Zahnriemen
mit
Rundprofil.
Hersteller
ist
,
neben
einigen
Ausländischen
Firmen,
wie
die
amerikanische Firma DAYCO, die Fa. Conti-Tech in Hannover.
Dayco-Zahnriemen Typ 800 Plus 8
Dieser
Zahnriemen
besteht
aus
Neopren,
wobei
PLUS
bedeutet,
das
der
Zahnriemen
bei
gleicher
Riemenbreite
die
doppelte
Leistung
wie
ein
RPP-
Standardriemen überträgt.

BAR Zahnriemenrad
JAWA Nockenwellenlager Bahnsporttechnik.de
In
diesen
Buchsen,
in
denen
sogenannte
Nadellager
eingesetzt
sind,
ist
die
Nockenwelle
gelagert.
Nadellager
sind
nicht
nur
raumsparend
sondern
erlauben
sehr
hohe
Drehzahlen
weil
sie
sich
unter
Last
exakt
abwälzen
und
Gleitreibung
vermeiden.
Nach
der
Lastzone
verlieren
die
Nadeln
zum
Teil
ihre
normale
Eigendrehung
und
laufen
wie
eine
schwimmende
Büchse
um,
weshalb
eine
stets
gute
Ölversorgung
der
Lager
vonnöten
ist.
Die
Ölversorgung
der
Nadeln
erfolgt
durch
die,
in
der
Mitte
der
Buchse,
umlaufende
Rille,
die
mit
dem
Ölkreislauf
verbunden
ist.
Auf
dem
Foto
links,
das
in
den
Jawa-Typen
896,
897
und
zum
Teil
sogar
noch
in
den
898er
Motoren
eingebaute
Nadellager
bei
denen
die
Nadeln
in
einen
geschlossenen
'Vollstahl-Käfig'
laufen,
und
rechts
das
neuere
Lager
mit
Metallblech-Käfig
und
offen
liegenden
Nadeln
bei
welchem
die
Nadeln besser mit Öl umspült werden und dadurch die Reibung noch geringer ist.

JAWA Zylinderköpfe Bahnsporttechnik.de
Tuningarbeiten
bei
Bahnmotoren
konzentrieren
sich
zu
80
Prozent
auf
den
Zylinderkopf.
Möglichkeiten
zur
Leistungssteigerung
gibt
es
hier
reichlich.
So
kann
die
optimale
Gestaltung
von
Brennraum,Ventil- querschnitt, Ventilöffnungswinkel, Ansaugkanal, Steuerzeiten usw. durch den Tuner, durchaus zu einer 20- prozentigen Leistungssteigerung führen
Der Brennraum
Der
ideale
Brennraum
wäre
kugelförmig,
mit
genau
in
der
Mitte
befindlicher
Zündkerze,
von
wo
aus
sich
die
Flammenfront
gleichmäßig
nach
allen
Seiten
ausbreiten
kann.
Leider
ist
diese
Bauform
bei
modernen
Mehrventilmotoren,
wegen
der
für
den
Ventilsitz
benötigten
geraden
Auflagefläche,
nicht
immer
möglich.
Daher
werden
heute
hauptsächlich
sogenannte
“Quetschköpfe”verwendet.
Hier
quetscht
der
Kolben,
am
Ende
des
Verdichtungstakts,
die
Gase
vom
äußeren
Rand
des
Kolbens,
in
den
in
der
Mitte
des
Zylinderkopfes
liegenden
Brennraum. Dadurch kommt es zu einer starken Verwirbelung der Gase, wodurch die anschließende Verbrennung stark beschleunigt wird.
Bitte Lesen Sie auch die
Glosse über Brennräume
, von Erwin Metzger, an anderer Stelle dieser Seite !




JAWA-897
-Standard- Zylinderkopf mit einge-
bauter Nockenwelle und Rollenkipphebeln.
Der
Brennraum
des
JAWA-
897
links,
die
grösseren
Einlaßventile
und
rechts
die
etwas
kleineren Auslassventile
Hier gut zu erkennen, die Kipphebellage-
rung aus Bronzebuchsen. Die Bohrung in
der Mitte dient zur Ölversorgung.
Fotos:E.Metzger
Der
Gleiche
Kopf
mit
montierter
Nocken-
wellen-
und
Kipphebelbrücke.
Die
Nocken-
welle ist nadelgelagert.


JAWA-884-5
Standard
Zylinderkopf,
wobei
-5
die
Baureihe
bezeichnet.
Es
handelt
sich
hier
also
um
den
Zylinderkopf
eines
Speedway-Motors.
Foto
mitte:
Die
Ven-
tilsitze
für
den
Auslaß
sind
hier
vom
Tuner,
geringfügig
tiefer
gesetzt
worden.
Die
Brennräume
für
den
Speedway-
Zylinderkopf sind “Trapezförmig” gestaltet.
Foto
rechts
:
Bei
diesen
Zylinderkopf
han
delt
es
sich
um
einen
Jawa
885
Lang-
bahnmotor
nach
Tuning
durch
OW,
was
auch
an
den
sehr
tief
in
den
Brennraum
eingearbeiteten
Ventilen
zu
erkennen
ist.
Die
Ventile
würden
sonst,
bei
den
auf
der
Langbahn
anhaltend
hohen
Drehzahlen,
den
Kolben
zu
nahe
kommen.
Außerdem
wird
der
Spülungsverlust
geringer
und
dadurch
die
Leistung
verbessert.
Die
Ventilsitze
für
den
Ein-
und
den
Auslass
sind
hier
aus
Rotguß,
während
original
nur
die
Auslassventilsitze
aus
Rotguss
sind.
Die
Einlaßkanäle
sind
ca.
2,0
bis
2,5
mm
größer
als beim Speedwaymotor Typ 884 (26 bis 28 mm). Auch die Auslassventile sind hier mit 29 mm, um einen Millimeter größer als beim Standard (28mm)




Foto
links:
Bei
diesen
Jawa-
Brennraum
von
2001
sitzt
die
Zündkerze
sehr
tief
im
Brennraum
und
auch
an
den
Flanken
hat
man
zwecks
Quetschkante
das
Material
stehen
lassen.
Foto
mitte:
Zu
dem
links
abge-bildeten
Brennraum
gehört
dieser
spezielle
Kolben,
bei
dem
besonders
die
tiefen
Ventil-
taschen ins Auge fallen.
Foto rechts:
An
den
Ablagerungen
im
Brennraum
kann
der
Fachmann
auf
die
Güte
der
Verbrennung
schlie-
ßen.
Das
Brennbild
das
die
Ablagerungen
bei
diesen
898er
Zylinderkopf,
nach
ca.8
Rennen,
gezeichnet
haben
ist
als
Ideal
zu
bezeichnen
und
zeugt
von
bester
Verbrennung
durch
optimale
Gestaltung
von
Brennraum
und
Kanälen.
Eines
der
wichtigsten
Merkmale
ist
hierbei
die
sogenannte
“Gabelung”
zwischen
den
Ventilen.
Helle
Stellen
zeugen
von
“Spülung”
und
schwarze
von
Verbrennung.
Die
Kanäle und der Brennraum bei diesem Zylinderkopf wurden von Fritz Dorer (Ex Riss und Dryml Mechaniker) gestaltet.
Der Verbrennungsverlauf
Nachdem
die
Zündkerze
das
hochverdichtete
Methanol-Luftgemisch
entzündet
hat,
breitet
sich
die
Flammenfront
ziemlich
gleichmäßig
nach
allen
Seiten
aus.
Sie
erreicht
dabei
eine
Geschwindigkeit
von
bis
zu
30
m
pro
Sekunde.
Die
Verbrennungsgeschwindigkeit
ist
nicht
nur
von
der
idealen
Gemischzusammensetzung
abhängig,
sondern
besonders
von
der
Gestaltung
des
Brennraums
und
der
Kanäle.
Die
Verbrennungsgeschwindigkeit
sowie
der
Druck
und
die
Temperatur
steigen
zunächst
stark
an
um
dann,
wenn
der
Kolben
den
Brennraum
vergrößert,
rasch
wieder
abzufallen.
Wichtig
ist
in
diesen
Zusammenhang,
das
der
Druckanstieg
durch
die
Verbrennung
nicht
über
3
bar
pro
Grad
Kurbelwinkel
ansteigt,
weil
sonst
der
Motor
zu
hart
und rauh läuft. Glühzündungen treten bei Alkoholmotoren wegen der hohen Klopffestigkeit von Methanol (160 ROZ) eigentlich selten auf.

















Bahnsporttechnik.de
Sandbahn, Grasbahn, Speedway und Eisspeedwaytechnik











Fahrgestelle