Funktion einer Bahnsportkupplung
Aufgabe
der
Kupplung
ist
es,
den
Kraftfluß
zwischen
Motor
und
Getriebe
zu
unterbrechen.
Bei
eingelegten
Gang
und
gezogener
Kupplung,
steht
das
Getriebe
still.
Läßt
der
Fahrer
den
Kupplungshebel
los,
wirdNEB1
die
Motorkraft
allmählich
zum
Getriebe
und
von
dort
zum
Hinterrad
übertragen.
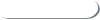
Die
Kraft
wird
von
der
Kurbelwelle
über
Zahnriemen,
oder
Kette,
auf
den
Kupplungskorb
(1)
übertragen.
Der
Kupplungskorb
ist
drehbar
auf
der
Getriebe
Eingangswelle
gelagert.
Die
Kupplungsreibbeläge
greifen
mit
ihrer
Außenverzahnung
in
den
Kupplungskorb.
Zwischen
den
Reibbelägen,
(drei
bis
fünf)
befindet
sich
jeweils
eine
Stahlscheibe,
die
eine
Innenverzahnung
hat
und
in
die
Kupplungsnabe
(2)
eingreift.
Die
Kupplungsnabe
ist
fest
mit
der
Getriebewelle
verbunden.
Durch
eine
Druckplatte
und
Federn
werden
Reibbeläge
und
Stahlscheiben
gegeneinander
gepreßt,
so
das
eine
Kraftschlüssige
Verbindung
entsteht.Reibbelag
Kuppelt
der
Fahrer
aus,
drückt
die
Kupplungsdruckstange
(3),
gegen
die
Druckplatte
und
hebt
diese
entgegen
der
Federkraft
an,
so
daß
sich
Reibbeläge
und
Stahlscheiben
voneinander
lösen
und
Kupplungskorb
und
Kupplungsnabe
gegeneinander
drehen
können.
Die
Druckstange
wird
durch
die
hohlgebohrte
Getriebewelle
zur
Rückseite
des
Getriebes
geführt
und
wird
dort
durch
den
Ausrückhebel
,
der
wiederum
über
den Kupplungszug mit dem Kupplungshebel am Lenker verbunden ist, betätigt.
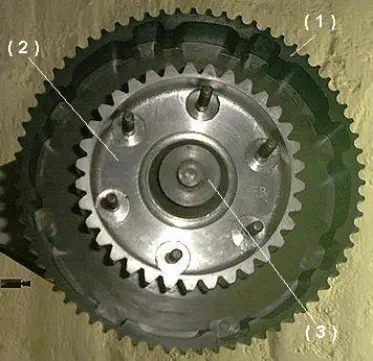


Links
eine
GG-Kupplung
komplett
montiert
mit
Belägen,
Federn
und
6
Einstellschrauben.
Der
äußere
Zahnkranz
ist
mit
8
Schrauben
auf
dem
Alukorb
befestigt
und
kann
gegen
einen
Kranz
für
Zahn-riemenantrieb
ausgetauscht
werden.
Der
Zahnkranz
für
Kettenantrieb
hat
44
Zähne
während
beim
Riemenantrieb
67
Zähne
zum
Eingriff
kommen.
Daneben
gibt
es
noch
eine
Spezialausführung
aus
besonders
dünnwandigen Stahl mit 68 Zähnen.
Für
Seitenwagen
werden
zwei
verschiedene
Alu-
Zahnriemenräder
mit
entweder
74
oder
79
Zähnen
angeboten.
GG-Kupplungen
werden
ausschlieslich
mit
Stahl-
Innennabe
und
der
GG-
eigenen
Innenverzahnung
hergestellt, weshalb auch nur die dazugehörigen GG-Trennlamellen verwendet werden dürfen

Der
Ehemalige
Deutsche
Speedwaymeister
und
erfolgreiche
Langbahnpilot
Georg
Gilgenreiner
aus
Lenggries
zählt
heute
zu
den
ersten
Adressen
im
Bahnsport
wenn
es
um
Kupplungen,
Getriebewellen,
Seitenzapfen
usw.
geht.
Bereits
seit
1981
betreibt
der
gelernte
Maschinenbaumeister
in
Lenggries
eine
mechanische
Werkstätte
in
der
vier
Mitarbeiter
hauptsächlich
Zulieferteile
für
die
Foto-
und
Automobilindustrie
drehen
und
fräsen.
Seit
2015
wird
die
mechanische
Werkstätte
zusammen
von
Georg
Gilgenreiner
und
Kaspar
Kaltenhauser
als
GbR
geführt.
Als
Nebenprodukt
entstehen
in
dem
mit
modernsten
Maschinen
ausgestatteten
Betrieb
die
bekannten
GG-Kupplungen.
Bekannteste
GG-Piloten
sind
die
Weltmeister
Barth,
Riss
und
Tatum.
Auch
Speedwayweltmeister
Jason
Crump
aus
Australien
startetete
mit
GG-Produkten.
Aus
der
Gespannszene
zählen
Markus
Brandhofer,
der
unweit
vonWeltmeister
Barth,
Riss
und
Tatum.
Auch
Speedwayweltmeister
Jason
Crump
aus
Australien
startetete
mit
GG-Produkten.
Aus
der
Gespannszene
zählen
Markus
Brandhofer,
der
unweit
von
Gilgenreiners
Werkstätte
wohnt
und
der
Holländische
Spitzenfahrer
William
Matthijssen
zu
den
erfolgreichsten
GG-Piloten.
Matthijsen,
der
sich
ja
auch
als
Tuner
betätigt,
ist
praktisch
der
holländische
Generalimporteur
für
GG.
In
Deutschland kann man GG-Kupplungen entweder direkt beim Hersteller oder über einen der Tuner beziehen.



GG -Kupplungen





Mechanische Werkstätte
Gilgenreiner & Kaltenhauser GbR
Luitpolderhöfe 9a
83661 Lenggries
Tel. : ++49 (0) 80 42 / 50 91 19
Fax : ++49 (0) 80 42 / 47 11
Mail : georg_gilgenreiner@web.de
http://mechanische-werkstatt-lenggries.de/

GG-Kupplung
mit
Alu-Trenn-
lamellen
die
mit
einer
verschleißfesten
Schicht
überzogen
sind.
Da
die
Alu
dicker
als
die
Stahllamellen
sind,
werden
hier
anstatt
fünf
nur
jeweils
drei
Beläge
und
3
Lamellen verbaut.

DULA Kupplung



Antig Kupplung

Bellini Kupplung



Bewley Kupplung
LZ Kupplung



Die
Firma
LZ
wurde
1998
von
Alan
Zubr
und
seiner
damaligen
Freundin
Lucie
Loupancova
gegründet.
Aus
den
Anfangsbuchstaben
der
Namen
Loupancova
und
Zubr
enstand
somit
der
Markenname
LZ.
Während
Er
das
Technische
Know-how
übernahm
kümmerte
Sie
sich
um
das
Finanzmangement.
Alan
Zubr
fing
bereits
mit
12
Jahren
an
Speedway
zu
fahren
und
betätigte
sich
später
als
Mechaniker
bei
verschiedenen
Tschechischen
Fahrern,
unter
anderen
bei
Zdenek
Schneiderwind,
Roman
Matousek,
Toni
Kasper
oder
Bohumil
Brhel.
Im
Jahre
1997
beendete
er
Fahrerkarriere
und
Mechanikerjob
und
begann
mit
einem
Studium
an
der
Technischen
Universität.
Da
er
durch
seine
aktive
Zeit
als
Fahrer
und
Mechaniker
über
gute
Kontakte
zur
Speedwayszene
verfügte,
begann
er
1998
mit
dem
Handel
,von
in
der
Tschechei
hergestellten,
Speedwayteilen
wie
Stahlschuhe,
Ketten
usw.
Später
stellte
er
auch
eigene
einfache
Teile
her.
Da
es
zu
der
Zeit
in
der
Tschechei
keine
Firma
gab
die
Speedwaykupplungen
herstellte
(auch
Jawa
nicht),
tat
sich
Zubr
im
Jahr
2000
mit
einigen
studierten
Technikfreunden
und
auf
Hochtechnologie
spezialisierten
Firmen
zusammen
um
ein
eigenes
Kupplungsprojekt
in
Angriff
zu
nehmen.
Hauptproblem
war
dabei
,eine
Legierung
zur
Beschichtung
der
Stahlplatten
zu
finden,
die
der
enormen
Wärmebelastung
bei
Speedwaykupplungen
standhält
ohne
vorzeitig
zu
verschleissen.
Nach
jahrelangen
Versuchen
an
der
Universität,
fand
man
schliesslich
eine
besonders
verschleissfeste
Legierung
mit
der
Bezeichnung
DURABOND.
2005
beendete
Alan
Zubr
sein
Universitätsstudium
und
brachte
seine
eigene
Speedwaykupplung
mit
der
Bezeichnung
LZ01
auf
dem
Markt.
Mittlerweise
gibt
es
bereits
ein
weltweites
Händlernetz
welches
LZ-Kupplungen
vertreibt,
so
unter
anderen
S&P
in
Holland,
Joe
Hughes
in
England,
Bill
Cody
in
USA
oder
Gerhardson
Motors
in
Schweden.
Eine
Betriebs,-
und
Einstellanleitung
sowie
eine
Anleitung
zum
Auswechseln
des
Zahnkranzes
der
Kupplung,
steht
auf
der
LZ-Homepage
als
PDF-Datei
zum Download zur Verfügung.
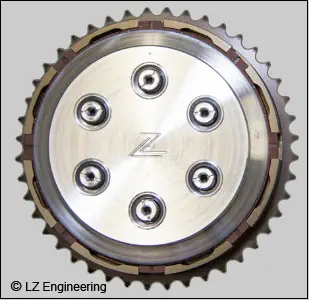

Die
von
LZ
in
2005
herausgebrachte
Speed-
waykupplung
mit
der
Bezeichnung
LZ01.
Auch
die
Innenseite
des
Abschlußdeckels
ist
mit
DURABOND
beschichtet.
Die
Kupplungen
können
mit
allen
herkömm-
lichen
Reibbelägen
von
Jawa,
GG,
Bewley,
HL u.s.w.bestückt werden.
LZ trading s.r.o.
Na Petynce 136
169 00 Praha 6 - Břrevnov
Tel/Fax: 224 321 406
Tel/Fax: +420 220 560 585
info@lztrading.com
In
Deutschland
können
LZ-Kupplungen
über
Holger
Lund
aus
Heidgraben
(HL-Clutches)
bezogen
werden.
HL
produziert
und
vertreibt
selbstentwickelte
Kupplungsbeläge
(Bild
links),
die
außer
in
der
LZ
auch
in
alle anderen herkömmlichen Kupplungen von Jawa, GG, Bewley, NEB u.s.w. passen.

HL Kupplung
Das
Hauptgeschäft
von
Holger
Lund
aus
Heidgraben,
etwa
40
km
nordwestlich
von
Hamburg
gelegen,
ist
die
Herstellung
und
der
Vertrieb
von
Kupplungslamellen
für
den
Bahnsport.
Für
die
Herstellung
der
Reiblamellen,
die
es
in
verschiedenen
Härtegraden
und
Farben
gibt,
werden
nur
hochwertige
Materialien
verwendet
die
ausschlieslich
von
DIN-ISO
zertifizierten
Zulieferern
bezogen
werden.
Schlieslich
sind
die
Anforderungen
bei
Bahnsportkupplungen
besonders
hoch
und
entscheiden
maßgeblich
über
Sieg
oder
Niederlage.
Die
Kupplung
muß
den
Kraftschluß
zwischen
Motor
und
Getriebe,
bzw.
Vorgelege
bei
Speedwaybikes,
während
des
gesamten
Rennens
hunderprozentig
gewährleisten.
Maßgeblich
ist
auch
die
Temperaturbeständigkeit
des
Materials
über
einen
hohen
Bereich,
denn
sie
soll
ja,
bei
einer
Startverzögerung
mit
schleifender
Kupplung,
nicht
verbrennen
und
trotzdem
noch
sauber
trennen.
Die
zwischen
den
Reibscheiben
liegenden
Lamellen
bestehen
bei
HL
aus
Alu
mit
Chrombeschichtung
oder
seit
neuesten
auch
mit
Keramikbeschichtung.
Die
Alulamellen
mit
Chrom
bzw.
Keramikbeschichtung
wurden
ursprünglich
für
NEB
Kupplungen
entwickelt,
passen
aber
auch
bei
allen
anderen
Kupplungen.
Nur
bei
GG
Kupplungen
müssen
wegen
einer
anderen
Verzahnung
spezielle
Alulamellen
als
Gegenreibfläche
verwendet
werden, die bei HL aber auch erhältlich sind.
Während
früher
zur
Herstellung
von
Reibbelägen
Stahl-
Rohlinge
verwendet
wurden,
dient
heute
auch
bei
HL
Alu
als
Grundwerkstoff.
Hieraus
werden
die
Rohlinge
gefräst
auf
die
dann,
mit
einem
Spezialkleber,
die
Reibbeläge
aufgeklebt
und
anschließend
unter
Druck
und
Wärme
verpresst
werden.
Der
Belag
besteht
hierbei
aus
massegepressten
Naturkautschuk
der
mit
Kunstharz
und
verschieden
Fasern
sowie
zum
Teil
mit
Metallspänen
durchsetzt
ist.
Die
Zusätze
bestimmen
nicht
nur
die
Farbe
der
Beläge
(Bild
links)
sondern
auch
deren
Reibwert.
Die
Belagstärke
liegt
bei
HL
Reibbelägen
zwischen
4,85
und
4,9
mm
wobei
durch
Schleifen
eine
Planparaellität
von
max.
5/100
mm
angestrebt
wird.
Alles
was
darüber
liegt
ist
Ausschuß,
woran
man
auch
den
hohen
Qualitätsstandart
von
HL
Belägen
erkennen
kann.
Etwa
3
mm
breite
Querrillen
in
einem
Abstand
von
ca.
5
cm
sorgen
für
eine
optimale
Wärmeabfuhr
und
transportieren
den
Belagabrieb
nach
außen.
Bei
den
Keramiklamellen
wurden
die
Schlitze
eingefräst
um
den
niedrigeren
Reibwert
gegenüber Chrom zu kompensieren.
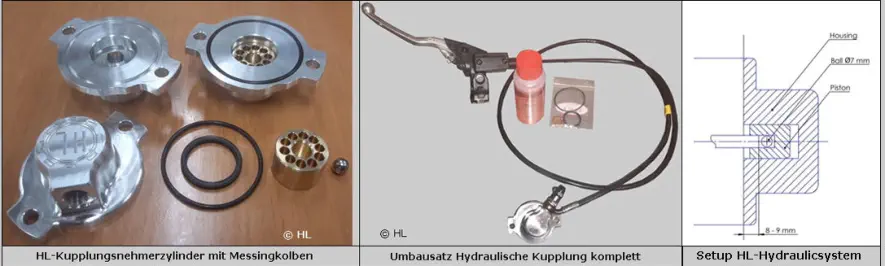
Neben
der
Herstellung
von
Kupplungslamellen
hat
HL
sein
Geschäftsfeld
in
den
letzten
Jahren
immer
wieder
erweitert.
So
hat
HL
zum
Beispiel
eine
Hydraulische
Kupplungsbetätigung
mit
selbstgefertigten
Nehmerzylinder
aus
Aluminium
mit
Messingkolben
entwickelt
dessen
Gewicht
nur
74,5
Gramm
beträgt
und
damit
um
50%
niedriger
liegt
als
vergleichbare
Konkurrenzprodukte.
(Bild
unten
links).
Dieser
Umrüstsatz
ist
nicht
nur
für
Speedwaybikes
mit
Vorgelege
sondern
auch
für
Langbahn
oder
Eisspeedwaybikes
mit
2-Gang
Getriebe
geeignet.
Luka
Bauer
war
einer
der
ersten
Fahrer
der
dieses
System
bei
seinem
Eisbike
zum
Einsatz
brachte.
Der
Kolbenweg
beträgt hierbei 2 mm .


Überwiegend
werden
bei
HL
Teile
aus
Aluminium
gefertigt,
wenngleich
es
die
Maschinen
natürlich
erlauben
auch
andere
Materialien
zu
bearbeiten.
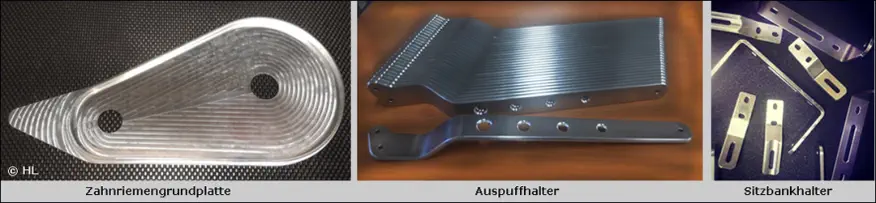
So
entstand
auch
der
links
zu
sehende
gewichtsreduzierte
Abschluß-
deckel
für
das
JAWA
Getriebe,
sowie
Zahnriemengrundplatten
aus
Aluminium,
Auspuffhalter,
Getriebehalter
oder
auch
Halter
für die Sitzbankbefestigung.
Wann
immer
es
zeitlich
machbar
ist,
werden
bei
HL
auch
Lohnaufträge
angenommen,
so
zum
Beispiel
auch
die
Herstellung
von
Kupplungskörben
für
HOREX
Motoren
oder
YAMAHA
Kupplungsteile.
Aber
auch
Nachfertigungen
für
nicht
mehr
erhältliche
Ersatzteile
von
Oldtimermotorrädern
wie
beispielsweise
eine
komplette
Kupplung
für
die
früher
in
Pinneberg
gefertigten
ILO
Motoren.


Persönliche
Kundenbetreuung
wird
bei
Holger
Lund
großgeschrieben.
So
war
er
in
den
letzten
Jahren
immer
bei
50
bis
70
Veranstaltungen,
im
In
und
Ausland,
vor
Ort,
um
die
Fahrer
bei
den
Rennen
mit
Rat
und
Tat
zu
unterstützen.
Der
Schwerpunkt
liegt
dabei
auf
Speedway,
vorwiegend
Prädikatsläufe
und
polnische
Liga,
so
das
man
ohne
Übertreibung
behaupten
kann,
er
ist
sehr
nah
am
Geschehen. Nicht umsonst liest sich seine Kundenliste wie das who is who des Bahnsports.
Fast
alle
Weltmeister
der
letzten
Jahre
hatten
in
ihren
Bikes
HL
Kupplungslammellen
verbaut.
Das
waren
Chris
Holder,
3x
Tai
Woffinden,
Jason
Doyle,
Bartos
Zmarzlik
sowie
die
Langbahnweltmeister
Martin
Smolinski,
Mathieu
Tressarieu
und
Dimitri
Berge.
Aber
auch
viele
andere
bekannte
Spitzenfahrer
wie
Peter
Karlsson,
Robert
Lambert,
Nikolai
Klindt,
Adam
Skornicki,
Peter
Kildemand
,
Antonio
Lindbäck
oder
Cameron
Woodward,
sie
alle
schauen
regelmäßig
in
der
Produktionsstätte
in
Heidgraben
vorbei
und
decken
sich
mit Teilen ein.
Wie
auf
dem
Bild
links
zu
sehen,
ist
über
die
Jahre
ein
ansehnlicher
Maschinenpark
zusammengekommen.
Mitt-
lerweile
stehen
dort
3
CNC
Maschinen
(
eine
Dreh,-
und
zwei
Fräsmaschinen)
wovon
2
Maschinen
sogar
jünger
als
3 Jahre sind.
Offiziell
begonnen
hat
das
ganze
im
Jahre
2000
mit
der
Gewerbeanmeldung,
nachdem
Holger
seine
kurze
Bahn-
fahrerkarriere
(1990-95)
beendet
und
seitdem
immer
schon
kleinere
Sachen
in
seiner
Hobbywerkstatt
gefertigt
und
repariert
hatte.
Das
war
auch
der
Start
zur
Fertigung
von
Kupplungslamellen
und
deren
Reparatur.
Nebenbei
fungierte
er
auch
als
Schrauber
bei
Stephan
Katt,
der
mittlerweile
sein
Schwager
ist.
2003
erfolgte
dann
der
Neubau
einer
Werkstatt
mit
ca.
80
qm
Fläche,
welche
aber
wegen
der
stetig
wachsenden
Anzahl
an
Maschinen
und
Werkzeugen
mit
der
Zeit
auch
zu
klein
wurde.
So
entschloß
sich
Holger
im
Jahre
2011
nochmals
eine
neue
Halle
mit
120
qm
zu
bauen
und
die
bisherige
Werkstatt
als
Materiallager
umzufungieren.
Wurden
bis
dahin
die
Kupplungslamellen
konventionell
gefertigt,
so
änderte
sich
das
mit
der
Anschaffung
einer
3-Achs
CNC
Fräsmaschine
im
Jahre
2012.
Seit
dieser
Zeit
betreibt
Holger
Lund
seine
Werkstatt
hauptberuflich und kann heute von sich sagen das der Job eine Berufung für ihm ist und immer wieder Spaß macht.

Für Auskünfte, Bestellungen u.s.w. benutzen Sie bitte eine der unten aufgeführten Kontaktmöglichkeiten
Holger Lund
Hauptstraße 6
25436 Heidgraben
Telefon : 0412248683
Mobil : 01724253244
Mail :
Holgerlund@gmx.net


HARUSCHI
Seit
fast
40
Jahren
stellt
Ingolf
Schimkowski
in
seiner
Maschinenbauwerkstatt
in
Elmshorn
in
der
Nähe
von
Hamburg
die
Haruschi
Kupplungsbeläge
her.
Schimkowski-1Auch
nach
so
vielen
Jahren
kann
sich
Schimkowski
über
mangelden
Absatz
nicht
beklagen.
Auch
für
dieses
Jahr
liegen
bereits
Bestellungen
über
mehr
als
5000
Stück
vor.
Geliefert
wird
von
Schimkowski
an
Kunden
in
aller
Welt
wobei
sich
der
Hauptabsatzmarkt
mittlerweile
nach
Osteuropa
und
Übersee
verlagert.
Das
Geheimnis
seines
Erfolgs
liegt
in
der
besonderen
Mischung
der
Reibbeläge.
Diese
sind
ja
bei
Bahnmotoren
besonders
starken
Belastungen
ausgesetzt.
Sie
müssen
nicht
nur
besonders
griffig
sein
sondern
auch
verschleißarm
und
hitzebeständig
sein,
denn
ein
sich
unter
Wärme
ausdehnender
Kupplungsbelag
kann
den
Fahrer
am
Start
trotz
gezogener
Kupplung
ins
Startband
ziehen.
Hatte
Schimkowski
Anfangs
noch
versucht
fertige
Reibbeläge
von
Bremsenherstellern
wie
JURID
zu
verwenden
so
stellte
sich
schnell
heraus
das
diese
für
sein
Vorhaben
ungeeignet
waren,
zumal
diese
Firmen
nicht
in
der
Lage
oder
willens
waren
Reibbeläge
unter
3mm
Stärke
herzustellen.
Also
eignete
sich
der
Maschinenbaumeister
das
nötige
Wissen
an,
besorgte
sich
die
erforderlichen
Materialien
und
stellt
seitdem
die
Reibbeläge
in
Eigenregie
her.
Mit
einer
Stanzmaschine
wird
aus
einem
Großen
Belagbogen
die
passende
Form
ausgestanzt
und
anschließend
mit
einem
Spezialkleber
auf
die
Alulamelle
befestigt.
Danach
werden
jeweils
30
Beläge
in
einer
speziellen
Vorrichtung
zusammengeschraubt
und
mehrere
Stunden
in
einem
Wärmeofen
behandelt. Heraus kommt ein so fest verklebter Reibbelag der zukünftig allen Belastungen im Rennbetrieb standhält.





Mit
dieser
Pneumatisch
betätigten
Maschine
wird
der
Reibbelag
ausgestanzt.
Die
Belagbögen
sind
in
der
Größe
so
ausgelegt das kaum Verschnitt übrig bleibt.
Die
HARUSCHI
-Kupplungslamellen
passen
in
den
meißten
heute
üblichen
Kupplungen
wie
der
von
JAWA,
LZ
,
Scandic
u.s.w.
Die aus großen Aluminiumblöcken ausgefrästen Belagrohlinge
In
dieser
Vorrichtung
werden
die
Lamellen
nach
dem
Verkleben verschraubt und dann wärmebehandelt

Ein
besonderes
Ärgernis
ist
für
Ingolf
Schimkowski
das
immer
öfter
andere
Belaghersteller
versuchen
ihre
Produkte
als
Original
HARUSCHI-Lamellen zu verkaufen.
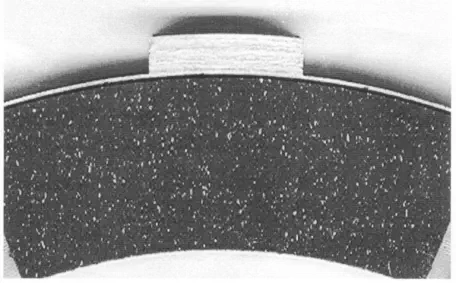
Die
Haruschi-
Lamellen
sind
an
folgenden
Merkmal
eindeutig
zu
erkennen:
Der
Belag
enthält
längliche
weiße
Partikel,
die
überwiegend Radial ausgerichtet sind ( quer zur Laufrichtung).
Bei
der
Betrachtung
des
Bildes
aus
verschiedenen
Blickrichtungen
ist
dies leichter zu erkennen.
-> :

Bestelladresse für HARUSCHI Kupplungsbeläge :
info@haruhschi-official.com
Michael Walczak
Unterm Berg 34
51143 Köln Tel. 0171 6130218
Deutschland



NEB Kupplungen
Anmerkungen von Erwin Metzger zu Haruschi Kupplungen
Auch
die
beiden,
von
den
drei
Herren
entwickelten
Kupplungen
waren
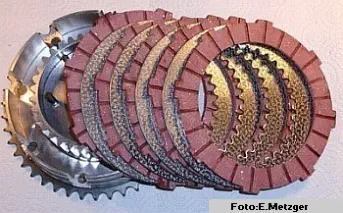
„Beispielhaft“!
So
sind,
so-
wohl
die
Drei
-Lamellen-
als
auch
die
Fünflamellen
Haruschi-Kupplung
(montiert)
,
obwohl
aus
Stahl,
nicht
schwerer
als
ihre
heutigen
Aluminium-
Konkurrenten.
Sie
waren
mit
einem
„Zentrallager“
versehen,
ehe
Jawa
daran
dachte,
ähnliches
zu
fertigen.
Überhaupt
war
die
JAWA
-
Kupplung,
im
wesentlichen
eine
verbesserte
Norton
-
Kopie
mit
44
Zähnen.
Noch
bis
in
die
70er
Jahre,
sind
die
meisten
Englischen
Speedway
Profis
konservativ
mit
42er
Norton
gefahren.
Die
nach
1975
steigende
Motorleistung,
bevorteilte
im
Speed-
way
44er
Kupplungen,
(da
kein
Schaltgetriebe
verwendet)
durch
besseres
Wandeln
des
Anfahrmoments
gegenüber
42er.
Haruschi
war
aber
mit
42
Zähnen
Konstruiert,
und
mit
„Zentral
Tellerfedern“
!
Unvorstellbar
für
viele
Fahrer
heute
noch,
denn
sie
können
die
Progression
der
Kupplungskraft
(obgleich
Zweifels
Erfordernis),
nicht
durch
umeinanderdrehen
der
Feder
verstellen.
Die
von
Ingolf
Schimkowski
entwickelte
Belagtechnik
(er
produziert
selbe
noch),
wird
heute
von
mindest
drei
Kopisten
abgekupfert,
doch
der Autor hat festgestellt : „Original bleibt Original“ und besser!
Gewichte: - 3 Lamellen- Haruhschi Kupplung 2,5kg
- Haruhschi- Getriebe 1x erster Gang 4,5kg
- JAWA-Getriebe Neu 2x erster Gang 5kg
- Bewley-Getriebe 6kg
- Haruhschi-Getriebe 3x erster Gang 7kg

Der
Britische
Firma
N.E.B.zählt
zu
den
ältesten
Herstellern
von
Bahnsportkupplungen
und
kann
getrost
als
Marktführer
auf
diesen
Gebiet
bezeichnet
werden.Gegründet
wurde
die
Firma
1977
als
der
Inhaber
Nigel
Ewri.Bower
mit
den
Bau
von
Kupplungen
auf
Jawa-Basis
begann.
Bereits
1979
fertigte
er
aber
seine
ersten
komplett
eigenen
Kupplungen,wobei
auch
heute
noch
alle
Jawa-Teile
auch
in
die
NEB
passen.Lediglich
die
Getriebe-Verzahnung
ist
bei
NEB
auf
NORTON-Basis
ausgelegt,
kann
aber
auf
Jawa
-Verzahnung
umgebaut
werden.
NEB
fertigt
heute
jährlich
etwa
1200
Kupplungen,
wovon
die
Hälfte
für
Speedway
und
Langbahn
und
die
andere
Hälfte
für
Oltimer-
Strassenrenner
wie
NORTON,
BSA,
TRIUMPF
usw.
gebaut
wird.
Auch
der
Bahn-Getriebehersteller
D.A.S.
verwendet
überwiegend
NEB-Kupplungen
für
seine
Produkte.
Alle
NEB-Kupplungen
sind
mit
einem
Wechselkranz,
sowohl
für
Ketten-,
als
auch
Zahnriemenantrieb,
versehen.
NEB
verfügt
heute
über
ein
Weltweites
Vertriebsnetz
welches über den USA bis nach Australien reicht.

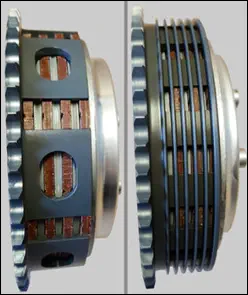
NEB-Kupplung komplett mit Abschlußdeckel , links für Ketten Primärantrieb und rechts für Zahnriemenantriebantrieb und rechts für
Zahn- riemenantrieb sowie die jeweilige Seitenansicht


Kupplungskorb
mit
eingebauter
Innennabe
in
der
Vor-
und
Rückansicht
gesehen.
Der
Zahnkranz
hat
in
seiner
Standartversion
44
Zähne.
Rechts die 5-Scheiben NEB Kupplung komplett mit Belägen und Stahlscheiben.

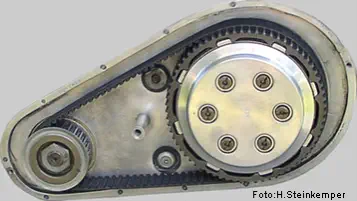


Links:
Kompletter
Zahnriemen-
Primärantrieb
mit
montierter
NEB-
Kupplung.
In
der
Mitte
ein
NEB
Zahnriemenrad
für
die
JAWA-
Kurbelwelle
aus
Aluminium
gefertigt.
Der
Riemenring
kann
einzeln
abgenommen
werden.
Das
Rad
ist
mit
Nut
und
Feder
versehen
und
wird
so
auf
der
Kurbelwelle
arretiert.
Die
zwei
8
mm
Bohrungen
dienen
zur
Aufnahme
des
Rad-Abziehers.
Rechts
ein
NEB-
Wechselkranz
mit
42
Zähnen
für
Kettenantrieb.
Der
Kranz
wird
untermäßig
aufgeschrumpft
und
anschließend
mit
Weichnieten
gegen
Verdrehung gesichert.
N.E.B-Engineering
Hawkesbury Lock Industrial Centre
Blackhorse Rd Longford Coventry,
West Midlands CV6 6DG
Tel.0044 (0)2476360900

Scandic CNC
Die Firma Scandic CNC befindet sich im Australischen Brendale, welches im Bezirk Queensland in der Nähe von
Bristol liegt. Sie wurde 1998 vom Dänen Peter Ravn gegründet, welcher in den siebziger und achtziger Jahren ein
erfolgreicher Speedwayprofi in der britischen Liga war und 1983 mit Dänemark Team- Weltmeister wurde.





Scandic CNC
Precision Engineering
CNC Milling & Turning
Unit 3, 9 Combarton St.,Brendale, Qld 4500 Australia
Mobil: 0414 95 46 95
Ph.Fax + 61 7 3881 3005

P-Fly Kupplung
Schaut
man
bei
einem
Speedwayrennen
zwischen
den
einzelnen
Heats
im
Fahrerlager
vorbei,
so
fällt
einem
sofort
auf,
das
fast
alle
Fahrer
ihre
Kupplungen
mit
einem
Gebläse
kühlen.
Dies
ist
notwendig,
weil
sich
die
zwischen
den
einzelnen
Kupplungslamellen
befindlichen
Stahlscheiben
durch
die
Reibungs-
wärme
ausdehnen
und
die
Kupplung
dadurch
kraftschlüssig
wird,
was
häufig
dazu
führt
das
die
Maschine
beim
Start,
trotz
gezogenem
Kupplungshebel,
ins
Startband
zieht.
Um
dieses
zu
verhindern
und
um
das
lästige
Kühlen
zwischen
den
Läufen
zu
vermeiden
hat
sich
der
frühere
Oldenburger
Speedwayfahrer
Sönke
Petersen
ein
neues
ausgeklügeltes
Kupplungssystem
mit
Zwangskühlung
ausgedacht.Der
Kupplungskorb
ist
hierbei
mit
Flügeln
versehen
die
bei
laufender
Maschine,
durch
ein
Kanalsystem
ständig
Kühlluft
in
das
Kupplungs-
innere
transportieren.
Durch
Öffnun-
gen
an
der
Hinterseite
der
Kupplung
kann
die
Luft
wieder
austreten
so
das
eine
ständige
Zirkulation
besteht.
Dieses
System
hat
sich
der
Olden
burger
patentieren
lassen.
Der
Kupplungskern
besitzt
sechs
große
Aussparungen
durch
die
neben
der
Wärme
auch
der
Abrieb
der
Beläge
nach
aussen
transportiert wird.
Das
hart
eloxierte,
aus
dem
Flug-
zeugbau
stammende,
Aluminium
und
eine
schmutzresistente
Beschich-
tung
sorgen
für
enorme
Stabilität
und
geringe
Ablagerung.
Eine
Lang-
bahnausführung
mit
Zahnriemen-
antrieb
für
Solo
und
Gespannbetrieb
ist
ebenfalls
erhältlich.




Durch
die
Verwendung
von
zwei
mit
Schrauben
fixierten
Kugellagern
wird
ein
präziser
Sitz
und
Lauf
des
Korbes
gewähr-leistet,
so
dass
ein
verfrühter
Kraftschluss
durch
Verwindung
am
Startband der Vergangenheit angehört.
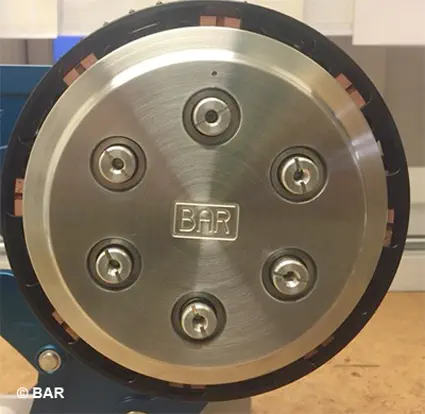
Der
mit
sechs
großen
Aussparungen
versehene
Kupplungskern
ermöglicht
eine
optimale
Kühlluft
Zirkulation.
Die
Kupplung
ist
wahlweise
mit
Belägen
aus
Aluminium
oder
Stahl
erhältlich.
Außerdem
kann
die
Kupplung
mit
allen
gängigen
Belägen
wie
z.B.
HL
,
JRM
,
LZ
usw. bestückt werden.P-Fly-Federn .
Passhülsen
und
Einstellschrauben
sind
ebenfalls
P-Fly
eigene
Produkte.
Lediglich
die
Federn
wurde von OW übernommen.

Kontakt : info@p-fly.eu
Sönke Petersen
Oldenburg
Germany
Um
die
Hohe
Qualität
der
Kupplung
ein
Leben
lang
aufrecht
zu
erhalten
bietet
Petersen
neben
dem
Verkauf
der
Kupplungen,
die
in
der
Firma von Alexander Keil produziert werden, auch alle die Kupplung betreffenden Reparaturen an.
Dazu gehören:
Zahnkranzwechsel,
Lagerwechsel,Komplette
Aufbereitung
der
Kupplung.
Dies
beinhaltet:
Zahnkranz-
,Lager-
Schraubenwechsel
und
eine Erneuerung der Beschichtung
Individuelle Fräsung möglich ( z.B. eigener Name auf dem Kupplungsdeckel) durch Pulverbeschichtung abgesetzt.

Kugelmann Kupplung
Seit
über
10
Jahren
konstruiert
der
Allgäuer
Speedwayfahrer
Joachim
Kugelmann
seine
eigenen
Kupplungen.
Alles
fing
damit
an,
das
ihm
die
auf
dem
Markt
angebotenen
Kupplungen
nicht
haltbar
und
Verschleißfest
genug
waren
und
so
zu
häufigen
Ausfällen
führten.
Da
er
selbst
gelernter
Werkzeugmacher
ist,
stellte
er
schnell
fest
das
die
Toleranzen
viel
zu
gross
und
das
Material
nicht
den
hohen
Ansprüchen
im
Rennbetriebgenügte.
Kugelm-Kupplung-leicht-2Kugelm-Kuppl-leicht-hintenAlso
setzte
er
sich
hin
und
entwarf
eine
Kupplung
mit
sehr
geringen
Toleranzen
und
aus
dem
besten
auf
den
Markt
erhältlichen
Material.
Auch
bei
der
Bearbeitung,
die
im
elterlichen
Maschinenbaubetrieb
in
Retten-bach
erfolgt,
legt
Kugelmann
sehr
viel
Wert
auf
genaue
und
präzise
Ausführung
der
Arbeiten.
So
wird
der
aus
hochfestem
Aluminium
mit
der
Bezeichnung
AlCuZn1.5
hergestellte
Kupplungskorb
in
nur
einer
Aufspannung
aus
Voll-
Material
auf
der
CNC-
Maschine
gefräst.



Mit
nur
1020
Gramm
eine
der
leichtesten
Speedwaykupplungen auf dem Markt
Leichtmetall Kupplung in der Rückansicht
Der
nur
135
Gramm
schwere,
ebenfalls
aus
hochfesten
Aluminium
bestehende,
Zahnkranz
mit
44
Zähnen
wird
aus
einer
ca.12
mm
starken
Aluplatte
ausgeschnitten
und
anschließend
durch
Drehen
und
Fräsen
bearbeitet.
Eine
dünne
Aluplatte
statt
eines
Alublocks
als
Rohling
hat
den
Vorteil,
eine
höhere
Materialdichte
und
dadurch
auch
eine
höhere
Festigkeit
zu
besitzen
da
die
Platten
nach
dem
Giessen
gewalzt
wurden.
Die
Leicht
Olivgrüne
Farbe
des
Zahnkranzes
ist
keine
Beschichtung
sondern
entsteht
bei
der
Oberflächenhärtung
durch
Wärme.
Deshalb
braucht
man
sich
auch
kein
aktiver
Sorgen
zu
machen
wenn
die
Zähne
im
Rennbetrieb
eine
helle
Farbe
annehmen,
sie
haben
dadurch
nichts
von
ihrer
Härte
eingebüst.
Der
Zahnabstand
entspricht
hier
nicht
der
allgemein
gültigen
Norm
sondern
ist
grösser
und
die
Zahnenden
sind
spitzer.
Dadurch
läuft
die
Kette
leichter
und
liegt
tiefer
in
der
Verzahnung
wodurch
die
Belastung
nicht
nur
auf
den
Zahnflanken
allein
ruht.
Ebenfalls
kann
so
die
bei
hohen
Drehzahlen
unweigerlich
entstehende
Wärme
der
Kette
besser
über
den
Zahnkranz
abgeleitet
und
die
bei
Alu
höhere
Wärmeausdehnung
des
Kettenrades
ausgeglichen werden ohne das die Kettenspannung zu sehr ansteigt.
Neben
der
Leichtmetallausführung
gibt
es
auch
die
robustere
Version
mit
Kettenkranz
und
Innennabe
aus
Stahl.
Durch
geschickt
angebrachte
Bohrungen
im
Innen
und
Aussen
Zahnkranz
konnte
auch
hier
das
Gewicht
der
Kupplung
soweit
reduziert
werden,
das
die
Stahlversion
nur
480
Gramm
mehr
als
die
Leichtmetallversion
wiegt.
Um
den
aus
normalen
Maschinenbaustahl
bestehen
Zahnkranz
verschleissfest
zu
machen
wird
die
Oberfläche
Plasma-Nitriert.
Unter
Nitrieren
versteht
man
die
Einlagerung
von
Stickstoff
in
den
Randschichten
des
Werkstoffs
um
diese
zu
härten
und
korrosionsbeständig
zu
machen.
Das
Plasmanitrieren
findet
in
einer
mit
Mischgasen
aus
Amoniak,
Methan
oder
Stickstoff
gefüllten
Vakuumkammer
unter
ionisierter
Gasatmosphäre
bei
300°C
bis
600°C
statt.
Positiv
geladene
Ionen
treffen
von
der
Ofenwand
(Anode)
mit
hoher
Aufprallgeschwindigkeit
auf
die
als
Kathode
geschalteten
Werkstücke.Anfangs
bewirkt
dieser
Ionenbeschuss
eine
äußerst
intensive
Reinigung
der
Werkstückoberfläche,
dem
anschließend
das
Aufheizen
und
die
Aufstickung
der
Oberfläche
folgen.Zu
den
Hauptvorteilen
des
Verfahrens
zählen
die
Verbesserung
der
Reib-
und
Gleiteigenschaften,
die
Schaffung
korrosionsbeständiger
Schichten
und
die
große
Verzugsarmut.
Durch
dieses
aufwendige
Verfahren
konnte
der
Verschleiss
der
Zahnräder
soweit
minimiert
werden,
das
der
Fahrer
ohne
weiteres
zwei
komplette
Saisons
mit
nur
einem
Zahnkranz
bestreiten
kann.
Danach
kann
der
mit
acht
Senkkopfschrauben
auf
dem
Kupplungskorb
befestigte
Zahnkranz
unter
Zuführung
von
Wärme
leicht
ausgetauscht
werden.
Dabei
wird
der
Zahnkranz
auf
einer
Herdplatte
oder
mit
einem
Industrieföhn
aufgeheizt
und
anschließend
auf
den
kalten
Kupplungskorb
aufgesetzt.
Wichtig
ist
dabei
,
das
der
Zahnkranz
vor
dem
Eindrehen
der
Schrauben satt aufliegt damit kein Seitenschlag entsteht.
Die
Kupplungen
können
mit
allen
auf
den
Markt
erhältlichen
Kupplungs-
belägen
und
Stahlscheiben
bestückt
werden.
Denn
Beläge
und
Abschluß-
deckel
werden
in
Rettenbach
nicht
produziert,
denn
eine
Beschichtung
wie
sie
Kugelmann
vorschwebt,
wäre
von
den
aktiven
nicht
bezahlbar.
Dafür
bietet
Kugelmann
den
Fahrern
die
Möglichkeit
ihm
die
Beläge
mit
Abschlußdeckel
zuzusenden
um
sie
in
seinem
Betrieb
zu
bearbeiten
und
genauestens
an
das
Kupplungsgehäuse anzupassen.
Eine
mit
soviel
Aufwand
betriebene
Kupplungsherstellung
Alu
Federaufnahmen
u.
Einstellschrauben
hatte
sich
natürlich
schnell
unter
den
aktiven
rumgesprochen
so
das
heute
fast
alle
Spitzenfahrer
mit
Kupplungen
aus
Rettenbach
unterwegs
sind.
Mit
Weltmeister
Nikolai
Krasnikow,
Danil
Iwanov
und
Günter
Bauer
aus
der
Eisspeedwayszene
sowie
vielen
Startern
im
Speedway-GP
wie
Greg
Hancock
und
einigen
Startern
im
Langbahn-Grand
Prix
wurden
bisher
zehn
WM-
Titel
mit
Kugelmann
Kupplungen
errungen.
Auch
Multi-Weltmeister
Gerd Riss ist seit Jahren mit den Allgäuer Qualitätsprodukten am Start.
Kugelmann Speedway Vorgelege
Auch
ein
aus
vollem
Material
gefrästes
Speedway
Vorgelege
entstand
in
der
Allgäuer
Maschinenbaufirma.
Das
Gehäuse
besteht
aus
robustem
Aluminium
und
hat
besonders
grosse
Anlageflächen
an
den
Motorplatten.
Dadurch
wird
verhindert
das
sich
das
Vorgelege,
ob
der
grossen
beim
Start
auf
der
linken
Gehäusehälfte
wirkenden
Kräfte,
nach
links
verzieht
und
dadurch
die
Kette
nicht
mehr
fluchtet.
Bei
der Welle handelt es sich um eine Originale JAWA-Welle.
Joachim
Kugelmann
legt
sehr
großen
Wert
auf
zufriedene
Kunden
und
persönliche
Betreuung.
Als
ehemaliger
Speedwayprofi
weiss
er
um
die
Nöte
der
Fahrer
wenn
diese
Spätabends
nach
einem
Rennen
noch
kurzfristig
Ersatzteile
brauchen
und
ist
deshalb
rund
um
die
Uhr über sein Handy zu erreichen.






Für
weitere
Auskünfte
sowie
Preise
und
Lieferbedingungen
können
Sie
Joachim
Kugelmann
jederzeit
unter
der
Telefonnummer
(0049)- 0171 3036441 erreichen

Jawa Kupplung


Die komplette Kupplung ist ein Teil des Kurz- und Langstreckenmotor-rads. Dies ist ein neuer Typ mit einem austauschbaren Ritzel
/Gewinde im Ritzel/, einer leichten Kupplungsnabe mit einem Loch-abstand von 79 mm.
Das Gewicht beträgt 3,8 kg


JAWA KUPPLUNGSKORB
Nr.: 889-28-030V
Der komplette Kupplungskorb ist Bestandteil der
Kupplung 889-28-100.
Im
Jahre
1988
bringt
Paolo
Bellini
eine
eigene
Speedwaykupplung
auf
den
Markt.
Diese
mit
6
Einstellschrauben
versehene
Kupplung
wiegt
nur
2,7
Kilogramm
und
ist
auch
heute
noch
oft
anzutreffen,
u.a. auch bei Langbahn-GP Fahrer Daniel Bacher.

AMC/ Norton


BAR Kupplung








Reibbeläge





JAWA KUPPLUNGSNABE MIT
SCHRAUBEN
Art.Nr.: 889-28-020
Die komplette Kupplungsnabe ist
Bestandteil der Kupplung 889-28-
100. Der Bolzenabstand beträgt 79
mm.










Kupplungen



































Bahnsporttechnik.de
Sandbahn, Grasbahn, Speedway und Eisspeedwaytechnik











Fahrgestelle